



Alésoir de machine NC H7 HSCo WN universel
Alésoir machine cmd numér H7 HSCo WN
ALESOIR-M-HSCO-DIN1835A-H7-Ø8,0-L117/33
Art. N° 0620100800
EAN 4052712411830





Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
- Conception conforme NC similaire à DIN 212 (forme D) avec diamètre de tige régulier pour un montage standardisé, en particulier dans les mandrins expansibles hydrauliques ou haute précision.
- Conception à goujure torsadée
- Spirale à gauche pour une concentricité maximale et une grande sécurité de processus
- Aucune fixation spéciale nécessaire
Fiches de données de sécurité(X)

- Tout particulièrement adapté aux coupes interrompues telles que les rainures longitudinales et les trous transversaux
- Matériaux compatibles : Adapté à tous les métaux ferreux, non ferreux et à l'acier
Se reporter au manuel de la machine pour connaître la taille à respecter pour le pré-perçage.
 | |
Convient pour les matériaux | Acier, Fonte, Acier inoxydable, Titane, Cuivre, Laiton, Aluminium, Plastique |
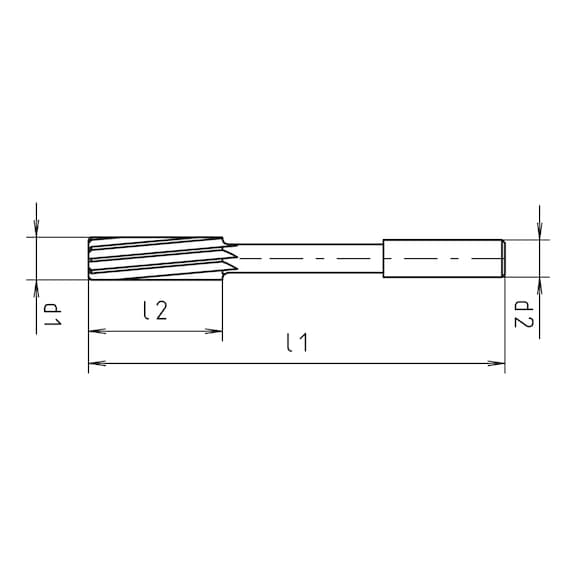
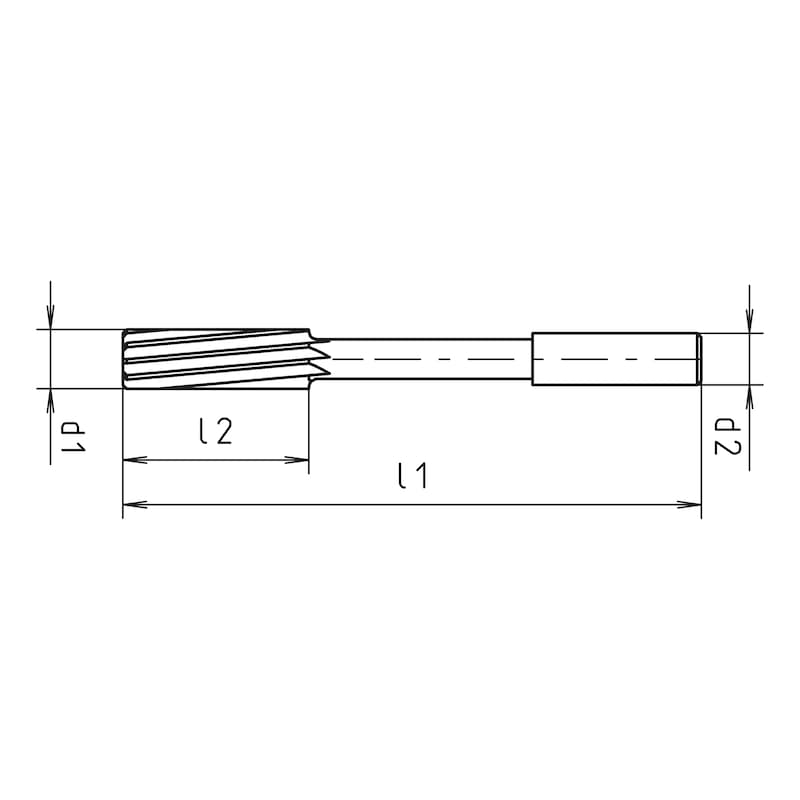
Diamètre de coupe (d1) | 8,00 mm |
Diamètre de la tige (d2) | 8,0 mm |
Longueur (l1) | 117 mm |
Longueur de coupe (l2) | 33 mm |
Longueur en porte-à-faux (l3) | 81 mm |
Nombre d'arêtes de coupe (Z) | 6 PCS |
Diamètre du trou principale | 7,80 mm |
Normes | DIN 212 similar |
Forme | B |
Matière de coupe | HSCo |
Finition | Non revêtu |
Type de rainure | Torsion à gauche, 8° |
Forme de tige | Cylindrique DIN 6535-HA |
Tolérance d'ajustement | H7 |
Profondeur de perçage max. (D) | 8xD |
Type de trou | Trou de dégagement |
Alimentation en liquide de refroidissement | Externe |
Durée de vie (système de points) | 3 of 4 points |
Polyvalence (système de points) | 4 of 4 points |
Tolérance de diamètre d'arête de coupe | h7 |
Tolérance de diamètre de tige | h6 |
Matière du sous-groupe | Aciers de construction génériques, Aciers trempés non alliés < 1 000 N/mm², Aciers trempés alliés < 1 000 N/mm², Aciers nitrurés < 1 300 N/mm², Fonte grise, Fonte malléable, Aciers inoxydables < 850 N/mm², Aciers inoxydables > 850 N/mm², Titane, Alliages de titane, Cuivre, Laiton, Aluminium, Plastiques |
| Valeurs de coupe | ||||||||
| Pour les diamètres de 1,5-9,9 | ||||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||||
| de | à | Dia. 1,5-1,9 | Dia. 2-4,9 | Dia. 5-7,9 | Dia. 8-9,9 | |||
| Aciers | ||||||||
| Aciers de construction standard | < 500 N/mm² | O/E | 10 | 12 | 0,060 | 0,080 | 0,100 | 0,130 |
| 500-850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 | |
| Aciers de décolletage | < 850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| 850-1 000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Aciers trempés, revenus et non alliés | < 700 N/mm² | O/E | 8 | 10 | 0,060 | 0,080 | 0,100 | 0,130 |
| 700-850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 | |
| 850-1 000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Aciers trempés, revenus et alliés | 850-1 000 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1 000-1 200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Aciers cémentés non alliés | < 750 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| Aciers cémentés alliés | < 1 000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1 000-1 200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Aciers nitrurés | < 1 000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1 000-1 200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Aciers à outils | < 850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| 850-1 100 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| 1 100-1 400 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Aciers rapides | 850-1 200 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| Acier de construction résistant à l'usure | 1 350 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Aciers à ressort | < 1 200 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Aciers inoxydables | ||||||||
| Aciers inoxydables sulfurés | < 700 N/mm² | E | 6 | 8 | 0,070 | 0,080 | 0,100 | 0,120 |
| Aciers inoxydables austénitiques | < 700 N/mm² | E | 6 | 8 | 0,070 | 0,080 | 0,100 | 0,120 |
| < 850 N/mm² | E | 4 | 6 | 0,050 | 0,064 | 0,080 | 0,095 | |
| Aciers inoxydables martensitiques | < 1 100 N/mm² | E | 4 | 6 | 0,050 | 0,064 | 0,080 | 0,095 |
| Alliages spéciaux | < 1 200 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Titane, alliages de titane | < 850 N/mm² | E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| Métaux moulés | ||||||||
| Fonte | < 180 HB | T/O | 8 | 10 | 0,108 | 0,144 | 0,180 | 0,200 |
| > 180 HB | T/O | 4 | 6 | 0,072 | 0,096 | 0,120 | 0,150 | |
| Fonte graphite sphéroïdale malléable | > 180 HB | T/E | 8 | 10 | 0,108 | 0,144 | 0,180 | 0,200 |
| > 260 HB | T/E | 6 | 8 | 0,090 | 0,120 | 0,150 | 0,180 | |
| Métaux non ferreux | ||||||||
| Aluminium, alliages d'aluminium | < 530 N/mm² | E | 15 | 20 | 0,090 | 0,120 | 0,160 | 0,200 |
| Aluminium, alliages fonte aluminium < 10 % Si | < 600 N/mm² | E | 10 | 15 | 0,090 | 0,120 | 0,160 | 0,200 |
| Aluminium, alliages fonte aluminium > 10 % Si | < 600 N/mm² | E | 10 | 12 | 0,090 | 0,120 | 0,160 | 0,200 |
| Magnésium, alliages de magnésium | < 280 N/mm² | E | 15 | 20 | 0,090 | 0,120 | 0,160 | 0,200 |
| Cuivre faiblement allié | < 350 N/mm² | E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 |
| Laiton à copeaux courts | < 600 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 |
| Laiton à copeaux longs | < 600 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 |
| Bronze à copeaux courts | < 600 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 |
| 650-850 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 | |
| Bronze à copeaux longs | < 850 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 |
| 850-1 200 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 | |
| Graphite | - | T | 8 | 10 | 0,090 | 0,120 | 0,150 | 0,180 |
| Légende |
| O = huile |
| E = émulsion |
| T = sec |
| vc = vitesse de coupe [m/min] |
| fz = avance [mm/r] |
| Les valeurs de coupe indiquées sont des valeurs de référence. Elles doivent être adaptées aux conditions. |
| Valeurs de coupe | |||||||
| Pour les diamètres de 10-20 | |||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | |||
| de | à | Dia. 10-14,9 | Dia. 15-19,9 | Dia. 20 | |||
| Aciers | |||||||
| Aciers de construction standard | < 500 N/mm² | O/E | 10 | 12 | 0,150 | 0,200 | 0,250 |
| 500-850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 | |
| Aciers de décolletage | < 850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| 850-1 000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| Aciers trempés, revenus et non alliés | < 700 N/mm² | O/E | 8 | 10 | 0,150 | 0,200 | 0,250 |
| 700-850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 | |
| 850-1 000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| Aciers trempés, revenus et alliés | 850-1 000 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| 1 000-1 200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Aciers cémentés non alliés | < 750 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| Aciers cémentés alliés | < 1 000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| 1 000-1 200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Aciers nitrurés | < 1 000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| 1 000-1 200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Aciers à outils | < 850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| 850-1 100 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| 1 100-1 400 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Aciers rapides | 850-1 200 N/mm² | O/E | 4 | 6 | 0,150 | 0,150 | 0,200 |
| Acier de construction résistant à l'usure | 1 350 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Aciers à ressort | < 1 200 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Aciers inoxydables | |||||||
| Aciers inoxydables sulfurés | < 700 N/mm² | E | 6 | 8 | 0,130 | 0,165 | 0,200 |
| Aciers inoxydables austénitiques | < 700 N/mm² | E | 6 | 8 | 0,130 | 0,165 | 0,200 |
| < 850 N/mm² | E | 4 | 6 | 0,100 | 0,130 | 0,160 | |
| Aciers inoxydables martensitiques | < 1 100 N/mm² | E | 4 | 6 | 0,100 | 0,130 | 0,160 |
| Alliages spéciaux | < 1 200 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Titane, alliages de titane | < 850 N/mm² | E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| Métaux moulés | |||||||
| Fonte | < 180 HB | T/O | 8 | 10 | 0,230 | 0,250 | 0,300 |
| > 180 HB | T/O | 4 | 6 | 0,170 | 0,200 | 0,250 | |
| Fonte graphite sphéroïdale malléable | > 180 HB | T/E | 8 | 10 | 0,230 | 0,250 | 0,300 |
| > 260 HB | T/E | 6 | 8 | 0,200 | 0,200 | 0,250 | |
| Métaux non ferreux | |||||||
| Aluminium, alliages d'aluminium | < 530 N/mm² | E | 15 | 20 | 0,230 | 0,260 | 0,300 |
| Aluminium, alliages fonte aluminium < 10 % Si | < 600 N/mm² | E | 10 | 15 | 0,230 | 0,260 | 0,300 |
| Aluminium, alliages fonte aluminium > 10 % Si | < 600 N/mm² | E | 10 | 12 | 0,230 | 0,260 | 0,300 |
| Magnésium, alliages de magnésium | < 280 N/mm² | E | 15 | 20 | 0,230 | 0,260 | 0,300 |
| Cuivre faiblement allié | < 350 N/mm² | E | 8 | 12 | 0,200 | 0,250 | 0,300 |
| Laiton à copeaux courts | < 600 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 |
| Laiton à copeaux longs | < 600 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 |
| Bronze à copeaux courts | < 600 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 |
| 650-850 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 | |
| Bronze à copeaux longs | < 850 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 |
| 850-1 200 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 | |
| Graphite | - | T | 8 | 10 | 0,200 | 0,250 | 0,300 |
Choisir la couleur RAL
ATTENTION : Les couleurs que vous voyez à l'écran différent des couleurs réelles!
Vu en dernier

Lunettes de protection Uvex astrospec 9168

High-visibility jacket Kübler Protectiq 1393 8345

Tiroir sous-structure de bureau Liva Box

Stretch X, blouson pilote

Système de rangement à compartiments 8.4.5

Boulon hexagonal avec tige ISO 4014 acier zingué nickelé 8.8 argent (ZNSHL)

Work trousers Kübler Reflectiq 2407 8343

Outil de vissage Time-Sert® filetage métrique

Brosse cylindrique mèches torsadées Acier inoxydable ondulé avec filetage de raccordement M14

Rondelle entretoise