









Sélectionnez individuellement des articles dans le tableau suivant pour obtenir des détails ainsi que des images et des documents supplémentaires.





Colle haute résistance Multi
Colle haute résistance à séchage très rapide

Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !






Modèle(s) disponible(s)
Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
Fixation haute résistance
- Pouvoir adhésif très élevé
- Colle viscoplastique produisant peu de mousse
Propriétés adhésives éprouvées
- Adhérence testée pour les "éléments de coffrage perdu"* par MPA Braunschweig
- Groupe de contraintes D4 testé conformément à la norme DIN/EN 204 par l'IFT de Rosenheim
- Résistance à la chaleur testée conformément à la norme DIN EN 14257 (WATT 91) par l'IFT de Rosenheim
Applications polyvalentes et adhérence sur une grande diversité de matériaux
- Excellente adhérence avec une large gamme de matériaux supports comme le marbre, la pierre artificielle, etc.
- Peut ensuite être revêtue par poudre (+200 °C pendant 30 min)
- Peut être poncé et peint
- Temps de réaction rapide offrant une résistance fonctionnelle élevée après seulement 15 minutes
- Durcissement rapide et uniforme des joints jusqu'à 4 mm
- Résistance très élevée (à court terme contre les acides dilués, les alcalis et les solvants)
- Résiste aux intempéries et au vieillissement
- Sans silicone ni solvants
- Adhérence testée sur les éléments de coffrage perdu par MPA Braunschweig.
- Groupe de contraintes D4 testé conformément à la norme DIN/EN 204 par l'IFT de Rosenheim
- Résistance à la chaleur testée conformément à la norme DIN EN 14257 (WATT 91) par l'IFT de Rosenheim
- Emissions de COV de classe A+ en France
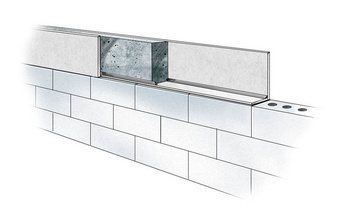
*Eléments de coffrage perdu : Les panneaux comprimés en fibres de bois sont utilisés dans le secteur de la construction pour les coffrages en cintre, les coffrages des bordures de plafonds et les coffrages de linteaux. Le coffrage est inséré dans le béton et reste dans l'élément ; c'est pourquoi on parle de "coffrage perdu".
- Eléments de coffrage perdu = les panneaux comprimés en fibres de bois (panneau pour plancher de 24 mm d'épaisseur et panneau pour paroi de 10 mm d'épaisseur) sont utilisés dans le secteur de la construction pour le coffrage en cintre, le coffrage des bordures de plafonds et le coffrage des linteaux. Le coffrage est inséré dans le béton (plafonds d'une épaisseur de 160 mm et évaluation au cas par cas pour les plafonds plus épais, entre 180 et 200 mm) et reste dans l'élément, d'où le nom "coffrage perdu".
- Le rapport d'essai 5131/2446a, avec l'avis d'experts par lettre de l'Institut d'essais de matériaux Braunschweig, confirme que le coffrage perdu en panneaux comprimés de fibres de bois (L=10/24) collé avec de la colle ultra-puissante multi-usage convient aux plafonds jusqu'à une épaisseur de 160 mm. Les plafonds d'une épaisseur de 180 et 200 mm devant être évalués au cas par cas.
- La viscosité des colles 1C-PUR lorsqu'elles sont traitées à +15 °C est environ deux fois plus élevée que lorsqu'elles sont employées à +25 °C.
- La lumière du soleil entraîne une décoloration de la colle mais n'en modifie pas le pouvoir adhésif.
- Collage de l'aluminium, du cuivre, du laiton : Uniquement sur des surfaces prétraitées ou revêtues chimiquement : ces matériaux ne peuvent pas être collés de façon permanente avec une bonne résistance au vieillissement sans prétraitement approprié des surfaces à coller.
- Les pièces revêtues par poudre et tous les métaux doivent toujours être nettoyés avec le nettoyant pour aluminium type 60 (réf. 0892 130 030 / 0892 130 031).
- Les revêtements par poudre contenant des composants en PTFE ne peuvent pas être collés de manière fiable sans prétraitement (par ex. traitement au plasma).
- Pression de pressage : pour collage de surface ≥0,015 N/mm²
- pour collage bois massif/bois massif ≥1 N/mm²
- Pour des épaisseurs de joint de colle ≥2,5 mm, les temps de prise, de pression et de durcissement sont nettement plus longs. Les épaisseurs de joint de colle ≥5 mm ne sont pas possibles.
- Si l'humidité est susceptible d'avoir un impact, les joints de colle/surfaces de collage doivent également être scellés/protégés avec un produit d'étanchéité approprié !
- Lors du collage de métaux sur des matériaux absorbants (bois, matériaux de construction, etc.), l'humidité peut progressivement pénétrer dans le joint de colle à travers le matériau absorbant et atteindre la surface du métal où elle peut provoquer des dommages dus à la corrosion du métal. La surface de collage métallique doit donc être correctement protégée contre la corrosion, par exemple avec de la peinture, un revêtement par poudre, etc.
- Lors du collage de différents matériaux (dotés de propriétés de dilatation différentes), les dimensions du joint de colle doivent être adaptées en fonction du comportement à long terme.
- Les pièces collées ne doivent pas être peintes avant que la colle ne soit complètement durcie. Si elles sont peintes trop tôt, des cloques pourraient se former dans la peinture.
- Comme les surfaces et les propriétés de l'aluminium sont difficiles à définir, nous recommandons toujours de recueillir des informations suffisantes auprès du fournisseur afin de choisir les prétraitements adaptés pour l'application de collage donnée. Des tests préliminaires suffisants sont nécessaires.
- Pour la production et le traitement de l'acier inoxydable, des matériaux auxiliaires tels que de la cire, des huiles, etc. ne pouvant pas être simplement nettoyés à l'aide d'un chiffon sont fréquemment utilisés. Il a été démontré que le nettoyage avec des solvants, le meulage ou, encore mieux, le sablage de la surface, puis un nettoyage répété avec des solvants, offrent de bien meilleurs résultats de collage.
- Les tôles zinguées doivent toujours être protégées contre l'humidité permanente. Pour éviter la formation de "rouille blanche", empêcher toute humidité qui se forme d'entrer en contact avec la surface de collage.
- Collage du mélèze : Les colles 1K-PUR ne doivent jamais être utilisées pour coller des surfaces en mélèze dans des zones extérieures. La substance "arabinogalactane" contenue dans le bois, ou qui se forme à l'intérieur de celui-ci, affaiblit considérablement la capacité de collage ! Aucun problème n'a été identifié avec les colles PVAC et EPOXI.
- Lors du collage de bois massif, la colle doit être appliquée de préférence sur les deux surfaces de collage.
- La colle est légèrement moussante, elle est donc parfaitement adaptée à une utilisation sur des surfaces légèrement inégales. Le temps de pression doit être ajusté en fonction de l'épaisseur du joint de colle.
- Pour le collage de bois massif en applications extérieures, des tests appropriés doivent être effectués pour déterminer le collage permanent optimal en fonction du type de bois, de l'intensité des conditions météorologiques, de la protection de surface et de la géométrie du joint de colle.
- Les temps de formation de la pellicule et de collage, ainsi que les temps respectifs de pression et de traitement requis, sont influencés par des critères tels que le matériau, la température, la quantité appliquée et l'humidité de l'air, entre autres. Par conséquent, ils peuvent être déterminés avec précision à l'aide de tests indépendants uniquement. L'installateur doit ajouter des marges de sécurité appropriées pour les valeurs de référence spécifiées.


| MONTAGELIM | |||||
| Colle haute résistance Multi 0893 100 110 | Colle multi-fibre 0893 100 115 | PUR Rapid 0892 100 102 | Colle d'assemblage sans solvant 0893 100 100 | ||
| PVC (pas le PVC souple !) | ⎷6 | ⎷6 | - | ⎷2 | |
| Silicones | - | - | - | - | |
| Polystyrène expansé | ⎷ | ⎷ | ⎷ | ⎷ | |
| Surfaces peintes | Surfaces peintes (peintures bicomposants, émaux au four, KTL, tôles prélaquées) | ⎷5 | ⎷5 | ⎷5 | - |
| Bois et matériaux à base de bois | Bois (y compris MDF, panneaux en bois aggloméré) | ⎷ | ⎷ | ⎷ | ⎷ |
| Panneaux stratifiés HPL (Restopal, Ultrapas) | ⎷ | ⎷ | ⎷ | ⎷ | |
| Panneaux décoratifs | ⎷5 | x | x | ⎷ | |
| Liège | ⎷ | ⎷ | ⎷ | ⎷ | |
| Pierre et matériaux de construction | Béton | ⎷3 | ⎷3 | ⎷3 | ⎷3 |
| Surfaces bitumineuses | - | - | - | - | |
| Béton cellulaire, plâtre, plaque de plâtre | ⎷3 | ⎷3 | ⎷3 | ⎷3 | |
| Pierre artificielle (Korian, Varicor) | ⎷ | ⎷ | ⎷ | ⎷3 | |
| Pierre naturelle sensible (p. ex. marbre) | ⎷ | ⎷ | ⎷ | - | |
| Pierre | ⎷ | ⎷ | ⎷ | ⎷ | |
| Panneaux de fibres-ciment | ⎷3 | - | - | ⎷3 | |
| Autres | ⎷5 | ⎷5 | ⎷5 | - | |
| Verre | - | - | - | - | |
| Fibre de verre | ⎷ | ⎷ | ⎷ | - | |
| Miroir | - | - | - | - | |
| Porcelaine, céramique, carrelage | ⎷ | ⎷ | ⎷ | - | |
| Papier | ⎷ | ⎷ | ⎷ | ⎷ | |
| Carton | ⎷ | ⎷ | ⎷ | ⎷ | |
| Tissu | - | - | - | - | |
| Cuir | ⎷ | ⎷ | ⎷ | - | |
| Métaux | Aluminium | ⎷4,1 | ⎷4,1 | ⎷4,1 | ⎷1 |
| Plomb | - | - | - | - | |
| Acier inoxydable | ⎷5 | ⎷5 | ⎷5 | ⎷1 | |
| Cuivre | ⎷5,4,1 | ⎷5,4,1 | ⎷5,4,1 | ⎷ | |
| Laiton | ⎷5,4,1 | ⎷5,4,1 | ⎷5,4,1 | x | |
| Acier/fer | ⎷5,4,1 | ⎷5,4,1 | ⎷5,4,1 | ⎷1 | |
| Zinc | - | ⎷ | ⎷ | ⎷ | |
| Plastiques | ABS | ⎷4,2 | ⎷4,2 | ⎷4,2 | ⎷2 |
| Plastique renforcé de fibre de verre | ⎷5 | ⎷5 | ⎷5 | ⎷2 | |
| Caoutchouc/néoprène | ⎷5 | ⎷5 | ⎷5 | - | |
| Mousses rigides | ⎷ | ⎷ | ⎷ | ⎷2 | |
| PE | - | - | - | - | |
| PMMA | - | - | - | ⎷2 | |
| Polyamide | ⎷ | - | - | - | |
| Polycarbonate | ⎷5 | - | - | ⎷2 | |
| Polystyrène (pas sous forme de mousse !) | - | - | - | - | |
| PP | - | - | - | - | |
| PTFE | - | - | - | - | |
| 1. Apprêter avec le primaire pour métal (réf. 0890 100 66) 2. Apprêter avec le primaire pour plastique/bois/pierre (réf. 0890 100 62) 3. Prétraiter avec le primaire à pénétration profonde (réf. 0890 545 10) 4. Prétraiter avec le nettoyant activateur (réf. 0890 100 60) 5. Prétraiter avec le nettoyant type 60 (réf. 0892 130 030, 0892 130 031) 6. Prétraiter avec le nettoyant type 10 (réf. 0892 100 10) *La surface ne doit pas être humidifiée pour éviter l'effet lotus | |||||
| Tableau d'optimisation | ||
| Surface/matériau | Etapes d'optimisation* | Remarques |
| Polyamide | Varioprimer safe + easy | – |
| Bois, contreplaqué, MDF, produits en bois et liège | Dépoussiérage | – |
| Panneaux stratifiés HPL (Resopal, Ultrapas) | Nettoyant type 60 | – |
| Email, porcelaine, céramique, carrelage | 1. Nettoyant type 60 2. Varioprimer safe + easy | – |
| Béton, mortier minéral, plâtre et panneaux de fibres de ciment | 1. Eliminer la poussière 2. Primaire de pénétration en profondeur | – |
| Pierre artificielle (Corian, Varicor) | Nettoyant type 60 | – |
| Aluminium anodisé | 1. Activating Cleaner 2. Primaire métal AdhesionPlus | – |
| Aluminium (AlMg3, AlMgSi1) | 1. Nettoyage de base avec nettoyant type 60 2. Poncer légèrement avec une texture abrasive très fine 3. Post-nettoyage avec nettoyant type 60 4. Activating Cleaner 5. Primaire métal AdhesionPlus | – |
| Métaux non-ferreux (laiton, cuivre, bronze, etc.) | L'utilisation d'AdhesionPlus métal est obligatoire ! | |
| Acier inoxydable (antirouille) | – | |
| Acier (St 235, etc.) | Dans les composants sensibles à la corrosion : Protection anticorrosion PU ou époxy bicomposant requise ! | |
| Acier zingué (galvanisé à chaud ou zingué galvanisé) | Formation de corrosion | |
| Zinc | Formation de rouille blanche en présence d'humidité | |
| Revêtements poudrés | Nettoyant type 60 | Des tests préliminaires sont recommandés pour les applications impliquant des forces importantes ou un environnement humide. |
| (PES, EP/PES) | ||
| Couche de finition bicomposant, à base d'eau ou de solvant (PUR, acrylique) | Varioprimer safe + easy | En raison du grand nombre de peintures disponibles, ces données constituent uniquement des recommandations. Au besoin, effectuer des essais préliminaires. |
| Primaires bicomposants, à base d'eau ou de solvant | Varioprimer safe + easy | – |
| (PUR, acrylique, résine époxy) | ||
| Revêtement à immersion cathodique | Activating Cleaner | – |
| (Revêtement E) | ||
| Revêtement contreplaqué | Activating Cleaner | – |
| ABS | 1. Activating Cleaner 2. Primaire AdhesionPlus pour P/W/S | – |
| GFRP (polyester non saturé), face à couche de gel ou SMC | 1. Nettoyage de base avec nettoyant type 60 2. Poncer avec une texture abrasive "très fine" ou un grain 60-80 puis passer l'aspirateur 3. Post-nettoyage avec nettoyant type 60 | La surface adhésive doit être protégée contre les rayons UV (couvercle opaque). |
| PVC dur | Nettoyant type 10 ou 60 | – |
| * Suivre l'ordre des étapes individuelles | ||
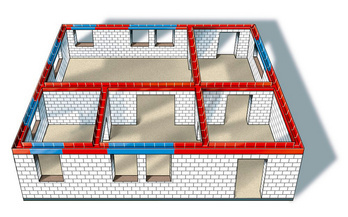
La colle multi-usage haute résistance est utilisée pour coller les panneaux de porte de maison, les marches d'escalier, les barres d'appui, les plinthes, les bandes, pour la fixation de supports pour faux planchers, éléments de coffrage à maintien en place en panneaux pressés à plat en bois-ciment, pour le traitement de la pierre naturelle, pour la construction de fenêtres et de portes, d'appuis de fenêtres, revêtements stratifiés, abris de voiture, pergolas, fixation des panneaux, ainsi que pour les opérations générales de réparation et de montage.
Les surfaces d'application doivent être propres, sèches et exemptes de graisse. Pour le prétraitement, consulter le tableau d'optimisation de la fiche technique.
La colle est appliquée sur un côté de l'une des parties à coller sous forme de cordon, ou bien appliquée sur toute la surface à l'aide d'une spatule crantée. Les pièces collées doivent être assemblées dans le temps de formation de la pellicule et pressées jusqu'à ce que la résistance fonctionnelle soit atteinte.
Pour plus d'informations, se référer à la fiche de données techniques.
Choisir la couleur RAL
ATTENTION : Les couleurs que vous voyez à l'écran différent des couleurs réelles!