
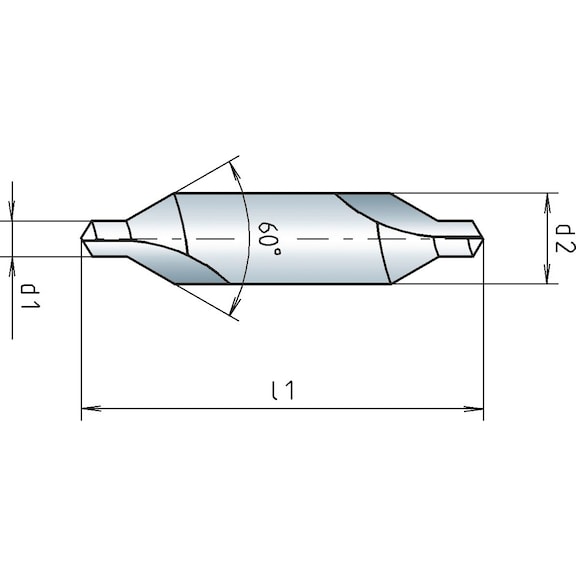




Centre drill bit, SC DIN 333, shape A
Centre drill solid carbide DIN 333 shape A type RN
DRL-CENT-MET-DIN333A-SC-D2,5MM
Art.-no. 5443002736
EAN 4055375893746














Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6525 |
Material to be processed | Steel, Cast metal, Stainless steel, Copper, Brass, Plastic |
Standards | DIN 333 |
Form | A |
Countersink angle | 60 Degree |
Surface | Plain |
Cutting material | SC |
Number of cutting edges | 2 PCS |
Diameter (d1) | 2.5 mm |
Shank style | Cylindrical |
Length (l1) | 45 mm |
Shank diameter (d2) | 6.3 mm |
Diameter workpiece min./max. | 20-30 mm |
Tolerance of cutting edge diameter | k13 |
Tolerance of shank diameter | h7 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Copper, Brass, Aluminium, Plastics |
| Cutting values for solid carbide drill bits, uncoated | ||||||||
| For dia. 0.8 to dia. 5 | ||||||||
| Material designation | Tensile strength | Cooling | vc | f | ||||
| from | to | Dia. 0.8-0.9 | Dia. 1-1.9 | Dia. 2-2.9 | Dia. 3-5 | |||
| General structural steels | < 500 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 500-850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Carbon steels | < 850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 850-1000 N/mm² | E | 55 | 65 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 700-850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 75 | 0,010 | 0,030 | 0,050 | 0,090 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Nitriding steels | < 1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,080 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,080 | |
| Tool steels | < 850 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,080 |
| 850-1100 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,080 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,080 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,080 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Spring steels | < 1200 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,090 |
| Stainless steels, austenitic | < 700 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,090 |
| < 850 N/mm² | E | 25 | 35 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 35 | 0,010 | 0,030 | 0,050 | 0,090 |
| Special alloys | < 1200 N/mm² | E | 15 | 25 | 0,010 | 0,030 | 0,050 | 0,080 |
| Cast iron | < 180 HB | T/E | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 180 HB | T/E | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Nodular graphite, malleable iron | > 180 HB | E | 65 | 75 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 260 HB | E | 65 | 75 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 150 | 220 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 150 | 220 | 0,020 | 0,040 | 0,060 | 0,100 |
| Copper, low-alloy | < 350 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Brass, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Brass, long-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Bronze, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| 650-850 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Bronze, long-chipping | < 850 N/mm² | E | 90 | 140 | 0,010 | 0,030 | 0,050 | 0,090 |
| 850-1200 N/mm² | E | 90 | 140 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Graphite | T | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Legend | |
| E = emulsion | |
| T = dry | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Indexable insert carbide SNMG (roughing)

Wire braid hose Steel MXT 2SC

Diamond cutting disc, tile

Work dungarees Kübler Activiq 3250 5365

Plug-in mesh basket rack

Hexagonal bolt with shank for pressure container construction ISO 4014, A2 stainless steel

GRIP marking system

Panel bracket For slide box as internal extension H135

Fitter's tool box Junior I 60 pieces

Button-head rivet DIN 660 plain aluminium