





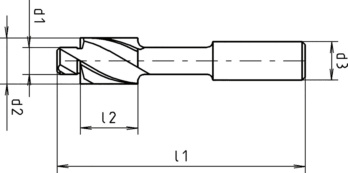
Counterbore DIN 373, fine
Counterbore DIN 373 fine
CNTBRE-DIN373-HSS-FINE-M8
Art.-no. 0694150008
EAN 4056807537412















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 2140 |
Quality grade | Fine |
Material to be processed | Steel, Cast metal, Stainless steel, Copper, Brass, Aluminium, Plastic |
Suitable for screw | M8 |
Diameter of tenon (d1) | 8.4 mm |
Spot-facer diameter (d2) | 15.0 mm |
Shank diameter (d3) | 12.5 mm |
Length (l1) | 100 mm |
Length of head (l2) | 22 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 373 |
Cutting material | HSS |
Surface | Plain |
Shank style | Cylindrical |
Quality | Würth-Standard |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Copper, Brass, Aluminium, Plastics |
| Cutting values for HSS counterbores | |||||||
| For M3-M6 | |||||||
| Material designation | Tensile strength | vc | f | ||||
| from | to | M3 | M4 | M5 | M6 | ||
| General structural steels | < 500 N/mm² | 26 | 30 | 0,090 | 0,104 | 0,120 | 0,126 |
| 500-850 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 | |
| Carbon steels | < 850 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 |
| 850-1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 | |
| Unalloyed heat-treated steels | < 700 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 |
| 700-850 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 | |
| 850-1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 |
| 1000-1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 | |
| Unalloyed case-hardening steels | < 750 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 |
| Alloyed case-hardening steels | < 1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 |
| 1000-1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 | |
| Nitriding steels | < 1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 |
| 1000-1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 | |
| Tool steels | < 850 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 |
| 850-1100 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 | |
| 1100-1400 N/mm² | 2 | 5 | 0,030 | 0,035 | 0,040 | 0,042 | |
| High-speed steels | 850-1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 |
| Wear-resistant constructional steel | 1350 N/mm² | 2 | 5 | 0,030 | 0,035 | 0,040 | 0,042 |
| Spring steels | < 1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 |
| Stainless steels, sulphurated | < 700 N/mm² | 4 | 10 | 0,050 | 0,058 | 0,060 | 0,063 |
| Stainless steels, austenitic | < 700 N/mm² | 4 | 10 | 0,050 | 0,058 | 0,060 | 0,063 |
| < 850 N/mm² | 4 | 10 | 0,050 | 0,058 | 0,060 | 0,063 | |
| Stainless steels, martensitic | < 1100 N/mm² | 4 | 10 | 0,050 | 0,058 | 0,060 | 0,063 |
| Cast iron | < 180 HB | 15 | 24 | 0,100 | 0,116 | 0,120 | 0,126 |
| > 180 HB | 9 | 15 | 0,070 | 0,081 | 0,080 | 0,084 | |
| Nodular graphite, malleable iron | > 180 HB | 9 | 15 | 0,070 | 0,081 | 0,080 | 0,084 |
| > 260 HB | 9 | 15 | 0,070 | 0,081 | 0,080 | 0,084 | |
| Aluminium, aluminium alloys | < 530 N/mm² | 50 | 90 | 0,120 | 0,139 | 0,140 | 0,147 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | 25 | 40 | 0,100 | 0,116 | 0,120 | 0,126 |
| Magnesium, magnesium alloys | < 280 N/mm² | 50 | 90 | 0,120 | 0,139 | 0,140 | 0,147 |
| Copper, low-alloy | < 350 N/mm² | 25 | 40 | 0,100 | 0,116 | 0,120 | 0,126 |
| Brass, short-chipping | < 600 N/mm² | 50 | 80 | 0,120 | 0,139 | 0,140 | 0,147 |
| Brass, long-chipping | < 600 N/mm² | 30 | 50 | 0,120 | 0,139 | 0,140 | 0,147 |
| Bronze, short-chipping | < 600 N/mm² | 50 | 80 | 0,120 | 0,139 | 0,140 | 0,147 |
| 650-850 N/mm² | 50 | 80 | 0,120 | 0,139 | 0,140 | 0,147 | |
| Bronze, long-chipping | < 850 N/mm² | 30 | 50 | 0,120 | 0,139 | 0,140 | 0,147 |
| 850-1200 N/mm² | 30 | 50 | 0,120 | 0,139 | 0,180 | 0,189 | |
| Legend | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| Cutting values for HSS counterbores | ||||||
| For M8-M12 | ||||||
| Material designation | Tensile strength | vc | f | |||
| from | to | M8 | M10 | M12 | ||
| General structural steels | < 500 N/mm² | 26 | 30 | 0,132 | 0,140 | 0,160 |
| 500-850 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 | |
| Carbon steels | < 850 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 |
| 850-1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 | |
| Unalloyed heat-treated steels | < 700 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 |
| 700-850 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 | |
| 850-1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 |
| 1000-1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 | |
| Unalloyed case-hardening steels | < 750 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 |
| Alloyed case-hardening steels | < 1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 |
| 1000-1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 | |
| Nitriding steels | < 1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 |
| 1000-1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 | |
| Tool steels | < 850 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 |
| 850-1100 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 | |
| 1100-1400 N/mm² | 2 | 5 | 0,044 | 0,050 | 0,060 | |
| High-speed steels | 850-1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 |
| Wear-resistant constructional steel | 1350 N/mm² | 2 | 5 | 0,044 | 0,050 | 0,060 |
| Spring steels | < 1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 |
| Stainless steels, sulphurated | < 700 N/mm² | 4 | 10 | 0,066 | 0,070 | 0,080 |
| Stainless steels, austenitic | < 700 N/mm² | 4 | 10 | 0,066 | 0,070 | 0,080 |
| < 850 N/mm² | 4 | 10 | 0,066 | 0,070 | 0,080 | |
| Stainless steels, martensitic | < 1100 N/mm² | 4 | 10 | 0,066 | 0,070 | 0,080 |
| Cast iron | < 180 HB | 15 | 24 | 0,132 | 0,160 | 0,200 |
| > 180 HB | 9 | 15 | 0,088 | 0,120 | 0,160 | |
| Nodular graphite, malleable iron | > 180 HB | 9 | 15 | 0,088 | 0,120 | 0,160 |
| > 260 HB | 9 | 15 | 0,088 | 0,120 | 0,160 | |
| Aluminium, aluminium alloys | < 530 N/mm² | 50 | 90 | 0,154 | 0,180 | 0,220 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | 25 | 40 | 0,132 | 0,140 | 0,180 |
| Magnesium, magnesium alloys | < 280 N/mm² | 50 | 90 | 0,154 | 0,180 | 0,220 |
| Copper, low-alloy | < 350 N/mm² | 25 | 40 | 0,132 | 0,140 | 0,180 |
| Brass, short-chipping | < 600 N/mm² | 50 | 80 | 0,154 | 0,180 | 0,200 |
| Brass, long-chipping | < 600 N/mm² | 30 | 50 | 0,154 | 0,180 | 0,200 |
| Bronze, short-chipping | < 600 N/mm² | 50 | 80 | 0,154 | 0,180 | 0,200 |
| 650-850 N/mm² | 50 | 80 | 0,154 | 0,180 | 0,200 | |
| Bronze, long-chipping | < 850 N/mm² | 30 | 50 | 0,154 | 0,180 | 0,200 |
| 850-1200 N/mm² | 30 | 50 | 0,198 | 0,180 | 0,200 | |
Last viewed

Low-cut safety shoes S1 ESD Uvex 1 8543

Hexagon bolt, with thread to head and fine thread DIN 961, steel 10.9, plain

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, steel 12.9, plain

ES pin Standard 01, steel, zinc-plated, blue passivated (A2K)

Threaded fitting

Work T-shirt Hakro 292

Hexagon Socket Head Cap Screw with centre, with low head DIN 6912, A2-070 stainless steel, plain

Castellated nut DIN 935, steel 8, plain

Shim ring DIN 988, steel, plain

Square nut DIN 557, steel 5, zinc-plated, blue passivated (A2K)