










EU HSCo 90° TiAIN long countersink DIN 335C
Conical countersink EU HSCo 90° TiAlN long
CNTSNK-CONI-EU-LONG-90DGR-TIALN-D6,3MM
Art.-no. 0694121006
EAN 4062856442249

Register now and access more than 125,000 products
Extremely uneven pitch
- Maximum surface quality: exact, round, chatter-free countersinks
- Faster processing thanks to higher cutting speeds
- Greatly reduced tool wear
- Maximum smoothness in all materials
- Much less feed force required
Ideal for deep-lying countersinks
Long cylindrical shank
For universal use
Processing of almost all materials possible thanks to special tip geometry and HSCo cutting material.
Long service life and high speed
Due to super-hard coating based on titanium-aluminium-nitride
Datasheets(X)

 | |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Special alloy, Hard and tough material, Non-ferrous metal, Plastic |
Quality | ZEBRA-Premium |
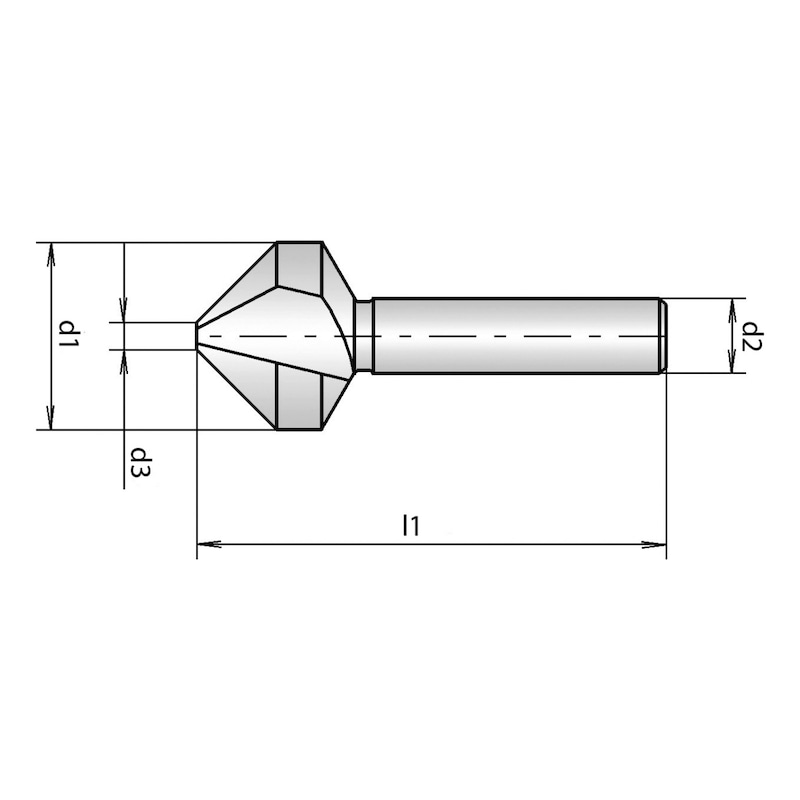
Spot-facer diameter (d1) | 6.3 mm |
Shank diameter (d2) | 5 mm |
Tip diameter (d3) | 1.5 mm |
Length (l1) | 104 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 335 |
Form | C |
Cutting material | HSCo |
Countersink angle | 90 Degree |
Surface | TiAlN |
Shank style | Cylindrical |
Service life (points system) | 4 of 4 points |
Countersinking speed (point system) | 4 of 4 points |
Countersinking quality (point system) | 4 of 4 points |
Versatility (points system) | 4 of 4 points |
Countersinking behaviour (point system) | 3 of 4 points |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Alloyed tempering steels, Nitriding steels, Tool steels, High-speed steels, Cast iron, Ductile iron, Malleable cast iron, White cast iron, Stainless steels, sulphurated, Stainless steels, austenitic, Stainless steels, martensitic, Titanium, Titanium alloys, Special alloys, Hardox, Spring steels, Aluminium, Aluminium alloys, Aluminium wrought alloys, Aluminium casting alloys (<10% silicon), Aluminium casting alloys (>10% silicon), Magnesium alloys, Copper, low-alloyed, Brass, short-chipping, Brass, long-chipping, Bronze, short-chipping, Bronze, long-chipping, Plastics, thermoset, Plastics, thermoplastic, Plastics, glass/carbon-fibre-reinforced |
| Assignment of conical countersink to screw standards | Conical countersink nominal diameter d1 | For countersunk head screws | For countersunk head screws |
| DIN EN ISO 10642 (Formerly DIN 7991) | DIN EN ISO 2009, 2010, 7046, 7047 (Formerly DIN 963,964,965,966) | |
| 6.3 mm | M3 | M3 |
| 8.3 mm | M4 | - |
| 10.4 mm | M5 | M4, M5 |
| 12.4 mm | M6 | M6 |
| 16.5 mm | M8 | M8 |
| 20.5 mm | - | M10 |
| 25.0 mm | M10, M12 | M12 |
| Legend | |
| vc = cutting speed [m/min] | |
| f = feed (mm/r) | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| Cutting values for HSS countersinks, coated | ||||||
| For dia. 16.5–31 | ||||||
| Material designation | Tensile strength | vc | f | |||
| Dia. 16.5 | Dia. 20.5 | Dia. 25 | Dia. 31 | |||
| General structural steels | ≤ 500 N/mm² | 45 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 1000 N/mm² | 42 | 0,110 | 0,130 | 0,150 | 0,170 | |
| Unalloyed heat-treated steels | ≤ 700 N/mm² | 42 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 850 N/mm² | 42 | 0,170 | 0,180 | 0,210 | 0,240 | |
| ≤ 1000 N/mm² | 34 | 0,110 | 0,130 | 0,150 | 0,170 | |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 34 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 1400 N/mm² | 13 | 0,110 | 0,130 | 0,150 | 0,170 | |
| Nitriding steels | ≤ 1000 N/mm² | 34 | 0,110 | 0,130 | 0,150 | 0,170 |
| ≤ 1400 N/mm² | 13 | 0,070 | 0,080 | 0,090 | 0,120 | |
| Tool steels | ≤ 850 N/mm² | 34 | 0,110 | 0,130 | 0,150 | 0,170 |
| ≤ 1400 N/mm² | 13 | 0,070 | 0,080 | 0,090 | 0,120 | |
| High-speed steels | ≤ 1400 N/mm² | 13 | 0,070 | 0,080 | 0,090 | 0,120 |
| Cast iron | ≤ 240 HB | 21 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 350 HB | 18 | 0,170 | 0,180 | 0,210 | 0,240 | |
| Spheroidal-graphite and malleable iron | ≤ 240 HB | 18 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 350 HB | 18 | 0,170 | 0,180 | 0,210 | 0,240 | |
| Chilled cast iron | ≤ 350 HB | 18 | 0,070 | 0,080 | 0,090 | 0,120 |
| Stainless steels, sulphurated | ≤ 900 N/mm² | 9 | 0,110 | 0,130 | 0,150 | 0,170 |
| Stainless steels, austenitic | ≤ 1100 N/mm² | 9 | 0,070 | 0,080 | 0,090 | 0,120 |
| Stainless steels, martensitic | ≤ 1200 N/mm² | 9 | 0,070 | 0,080 | 0,090 | 0,120 |
| Titanium and titanium alloys | ≤ 850 N/mm² | 9 | 0,110 | 0,130 | 0,150 | 0,170 |
| ≤ 1400 N/mm² | 9 | 0,070 | 0,080 | 0,090 | 0,120 | |
| Special alloys | ≤ 1600 N/mm² | 7 | 0,110 | 0,130 | 0,150 | 0,170 |
| Hardox | Hardox 400–500, XAR 320, XAR 400 | 4 | 0,090 | 0,110 | 0,140 | 0,160 |
| Spring steels | ≤ 350 HB | 9 | 0,070 | 0,080 | 0,090 | 0,120 |
| Aluminium and aluminium alloys | ≤ 400 N/mm² | 77 | 0,210 | 0,230 | 0,260 | 0,300 |
| Wrought aluminium alloys | ≤ 650 N/mm² | 55 | 0,210 | 0,230 | 0,260 | 0,300 |
| Cast aluminium alloys ≤ 10% Si | ≤ 600 N/mm² | 33 | 0,170 | 0,180 | 0,210 | 0,240 |
| Cast aluminium alloys > 10% Si | ≤ 600 N/mm² | 22 | 0,170 | 0,180 | 0,210 | 0,240 |
| Magnesium alloys | ≤ 400 N/mm² | 77 | 0,210 | 0,230 | 0,260 | 0,300 |
| Copper, low-alloyed | ≤ 500 N/mm² | 33 | 0,210 | 0,230 | 0,260 | 0,300 |
| Brass, short-chipping | ≤ 600 N/mm² | 72 | 0,210 | 0,230 | 0,260 | 0,300 |
| Brass, long-chipping | ≤ 600 N/mm² | 44 | 0,210 | 0,230 | 0,260 | 0,300 |
| Bronze, short-chipping | ≤ 600 N/mm² | 72 | 0,210 | 0,230 | 0,260 | 0,300 |
| ≤ 850 N/mm² | 72 | 0,210 | 0,230 | 0,260 | 0,300 | |
| Bronze, long-chipping | ≤ 850 N/mm² | 44 | 0,210 | 0,230 | 0,260 | 0,300 |
| ≤ 1000 N/mm² | 44 | 0,210 | 0,230 | 0,260 | 0,300 | |
| Plastics | ≤ 150 N/mm² | 33 | 0,210 | 0,230 | 0,260 | 0,300 |
| Cutting values for HSS countersinks, coated | ||||||
| For dia. 6.3–12.4 | ||||||
| Material designation | Tensile strength | vc | f | |||
| Dia. 6.3 | Dia. 8.3 | Dia. 10.4 | Dia. 12.4 | |||
| General structural steels | ≤ 500 N/mm² | 45 | 0,120 | 0,130 | 0,135 | 0,150 |
| ≤ 1000 N/mm² | 42 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Unalloyed heat-treated steels | ≤ 700 N/mm² | 42 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 850 N/mm² | 42 | 0,120 | 0,130 | 0,135 | 0,150 | |
| ≤ 1000 N/mm² | 34 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 34 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 1400 N/mm² | 13 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Nitriding steels | ≤ 1000 N/mm² | 34 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1400 N/mm² | 13 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Tool steels | ≤ 850 N/mm² | 34 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1400 N/mm² | 13 | 0,040 | 0,050 | 0,060 | 0,060 | |
| High-speed steels | ≤ 1400 N/mm² | 13 | 0,040 | 0,050 | 0,060 | 0,060 |
| Cast iron | ≤ 240 HB | 21 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 350 HB | 18 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Spheroidal-graphite and malleable iron | ≤ 240 HB | 18 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 350 HB | 18 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Chilled cast iron | ≤ 350 HB | 18 | 0,040 | 0,050 | 0,060 | 0,060 |
| Stainless steels, sulphurated | ≤ 900 N/mm² | 9 | 0,068 | 0,081 | 0,090 | 0,100 |
| Stainless steels, austenitic | ≤ 1100 N/mm² | 9 | 0,040 | 0,050 | 0,060 | 0,060 |
| Stainless steels, martensitic | ≤ 1200 N/mm² | 9 | 0,040 | 0,050 | 0,060 | 0,060 |
| Titanium and titanium alloys | ≤ 850 N/mm² | 9 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1400 N/mm² | 9 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Special alloys | ≤ 1600 N/mm² | 7 | 0,070 | 0,080 | 0,090 | 0,100 |
| Hardox | Hardox 400–500, XAR 320, XAR 400 | 4 | 0,070 | 0,080 | 0,080 | 0,090 |
| Spring steels | ≤ 350 HB | 9 | 0,040 | 0,050 | 0,060 | 0,060 |
| Aluminium and aluminium alloys | ≤ 400 N/mm² | 77 | 0,150 | 0,162 | 0,170 | 0,190 |
| Wrought aluminium alloys | ≤ 650 N/mm² | 55 | 0,150 | 0,162 | 0,170 | 0,190 |
| Cast aluminium alloys ≤ 10% Si | ≤ 600 N/mm² | 33 | 0,120 | 0,130 | 0,140 | 0,150 |
| Cast aluminium alloys > 10% Si | ≤ 600 N/mm² | 22 | 0,120 | 0,130 | 0,140 | 0,150 |
| Magnesium alloys | ≤ 400 N/mm² | 77 | 0,150 | 0,160 | 0,170 | 0,190 |
| Copper, low-alloyed | ≤ 500 N/mm² | 33 | 0,150 | 0,160 | 0,170 | 0,190 |
| Brass, short-chipping | ≤ 600 N/mm² | 72 | 0,150 | 0,160 | 0,170 | 0,190 |
| Brass, long-chipping | ≤ 600 N/mm² | 44 | 0,150 | 0,160 | 0,170 | 0,190 |
| Bronze, short-chipping | ≤ 600 N/mm² | 72 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤ 850 N/mm² | 72 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Bronze, long-chipping | ≤ 850 N/mm² | 44 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤ 1000 N/mm² | 44 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Plastics | ≤ 150 N/mm² | 33 | 0,150 | 0,160 | 0,170 | 0,190 |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

Solution 392 furniture castor set with locking device for OrgaAer containers

Twist drill bit HSCo DIN 338 Type RN MFD VARIO

Oval-head screws with H cross recess DIN 7985, steel 8.8, plain

Lid, transparent for system case

250 V HEAVY DUTY plastic cable reel

Nature jacket

UV 50 sun protection spray

Hexagonal bolt with flange EN 1665, zinc plated 10.9 steel with thick-layer passivation (ZSML)

ATO resettable fuse for continuous operation (permanent installation)

Wide wale corduroy tradesman's trousers with flared leg