













EU+ HSCo 90° countersink DIN 335 C
Conical countersink EU HSCo 90° DIN 335C
CNTSNK-CONI-EU+-HSCO-90DGR-D6,0MM
ZEBRA






Register now and access more than 125,000 products
Extremely unequal pitch
- Optimal surface quality: exact, round, chatter-free countersinking
- Maximum running smoothness in all materials
- Higher cutting values possible
Exclusive, extra relief grinding
- Up to 3x faster than conventional countersinks
- Up to 2x more countersinking than conventional countersinks
- Significantly less effort when used with hand drills
- Deeper countersinking possible
For universal use
Optimal performance in the machining of almost all materials and applications due to special tip geometry and HSCo cutting material
3-flat shank
- No spinning in the drill chuck: faster, more comfortable working
- Optimal power transmission
- Protects the drill chuck from damage
- Minimal effort required to loosen and tighten the drill chuck
Product packaging made from 100 % PCR (recycled plastic from household waste) and 100 % recyclable
Datasheets(X)

 | |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Special alloy, Hard and tough material, Non-ferrous metal, Plastic |
Quality | ZEBRA-Premium |
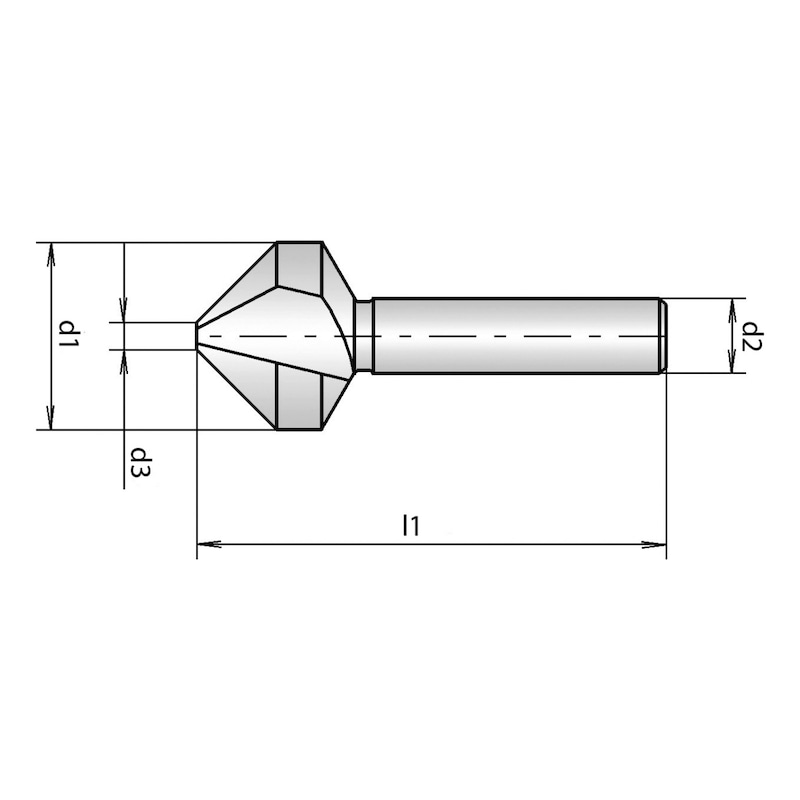
Spot-facer diameter (d1) | 6.0 mm |
Shank diameter (d2) | 5 mm |
Tip diameter (d3) | 1.5 mm |
Length (l1) | 45 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 335 |
Form | C |
Cutting material | HSCo |
Countersink angle | 90 Degree |
Surface | Uncoated |
Shank style | 3-face shank |
Service life (points system) | 3 of 4 points |
Countersinking speed (point system) | 4 of 4 points |
Countersinking quality (point system) | 4 of 4 points |
Versatility (points system) | 4 of 4 points |
Countersinking behaviour (point system) | 4 of 4 points |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Alloyed tempering steels, Nitriding steels, Tool steels, High-speed steels, Cast iron, Ductile iron, Malleable cast iron, White cast iron, Stainless steels, sulphurated, Stainless steels, austenitic, Stainless steels, martensitic, Titanium, Titanium alloys, Special alloys, Hardox, Spring steels, Aluminium alloys, Aluminium wrought alloys, Aluminium casting alloys (<10% silicon), Aluminium casting alloys (>10% silicon), Magnesium alloys, Copper, Brass, short-chipping, Brass, long-chipping, Bronze, short-chipping, Bronze, long-chipping, Plastics, thermoset, Plastics, thermoplastic, Plastics, aramide-fibre reinforced, Plastics, glass/carbon-fibre-reinforced |
| Legend | |
| vc = cutting speed [m/min] | |
| f = feed (mm/r) | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| Assignment of conical countersink to screw standards | ||
| Countersink diameter | For countersunk head screws | For countersunk head screws |
| DIN EN ISO 10642 (formerly DIN 7991) | DIN EN ISO 2009, 2010, 7046, 7047 (formerly DIN 963,964,965,966) | |
| 4.3 mm | M2 | M2 |
| 6.3 mm | M3 | M3 |
| 8.3 mm | M4 | - |
| 10.4 mm | M5 | M4, M5 |
| 12.4 mm | M6 | M6 |
| 16.5 mm | M8 | M8 |
| 20.5 mm | - | M10 |
| 25 mm | M10, M12 | M12 |
| 31 mm | M16 | - |
| 37 mm | M20 | M16 |
| For dia. 16.5 - 37 | |||||||
| Material designation | Tensile strength | vc | f | ||||
| Dia. 16.5 | Dia. 20.5 | Dia. 25 | Dia. 31 | Dia. 37 | |||
| General structural steels | ≤ 500 N/mm² | 41 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 1000 N/mm² | 39 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Unalloyed heat-treated steels | ≤ 700 N/mm² | 38 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 850 N/mm² | 38 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| ≤ 1000 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 31 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 1400 N/mm² | 12 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Nitriding steels | ≤ 1000 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤ 1400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| Tool steels | ≤ 850 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤ 1400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| High-speed steels | ≤ 1400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Cast iron | ≤ 240 HB | 19 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 350 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| Nodular graphite and malleable iron | ≤ 240 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 350 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| Chilled cast iron | ≤ 350 HB | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Stainless steels, sulphurated | ≤ 900 N/mm² | 8 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| Stainless steels, austenitic | ≤ 1100 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Stainless steels, martensitic | ≤ 1200 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Titanium and titanium alloys | ≤ 850 N/mm² | 8 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤ 1400 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| Special alloys | ≤ 1600 N/mm² | 6 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| Hardox | Hardox 400 - 500, XAR 320, XAR 400 | 4 | 0,090 | 0,110 | 0,140 | 0,160 | - |
| Spring steels | ≤ 350 HB | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Aluminium and aluminium alloys | ≤ 400 N/mm² | 70 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Wrought aluminium alloys | ≤ 650 N/mm² | 50 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Cast aluminium alloys ≤ 10% Si | ≤ 600 N/mm² | 30 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| Cast aluminium alloys > 10% Si | ≤ 600 N/mm² | 20 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| Magnesium alloys | ≤ 400 N/mm² | 70 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Copper, low-alloy | ≤ 500 N/mm² | 30 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Brass, short-chipping | ≤ 600 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Brass, long-chipping | ≤ 600 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Bronze, short-chipping | ≤ 600 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| ≤ 850 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 | |
| Bronze, long-chipping | ≤ 850 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| ≤ 1000 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 | |
| Plastics | ≤ 150 N/mm² | 30 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Cutting values for conical countersink EU+ HSCo 90° DIN 335 C | |||||||
| For dia. 4.3 - 12.4 | |||||||
| Material designation | Tensile strength | vc | f | ||||
| Dia. 4.3 | Dia. 6.3 | Dia. 8.3 | Dia. 10.4 | Dia. 12.4 | |||
| General structural steels | ≤ 500 N/mm² | 41 | 0,110 | 0,120 | 0,130 | 0,135 | 0,150 |
| ≤ 1000 N/mm² | 39 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Unalloyed heat-treated steels | ≤ 700 N/mm² | 38 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 850 N/mm² | 38 | 0,110 | 0,120 | 0,130 | 0,135 | 0,150 | |
| ≤ 1000 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 31 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 1400 N/mm² | 12 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Nitriding steels | ≤ 1000 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Tool steels | ≤ 850 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| High-speed steels | ≤ 1400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Cast iron | ≤ 240 HB | 19 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 350 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Nodular graphite and malleable iron | ≤ 240 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 350 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Chilled cast iron | ≤ 350 HB | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Stainless steels, sulphurated | ≤ 900 N/mm² | 8 | 0,060 | 0,068 | 0,081 | 0,090 | 0,100 |
| Stainless steels, austenitic | ≤ 1100 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Stainless steels, martensitic | ≤ 1200 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Titanium and titanium alloys | ≤ 850 N/mm² | 8 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1400 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Special alloys | ≤ 1600 N/mm² | 6 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| Hardox | Hardox 400 - 500, XAR 320, XAR 400 | 4 | - | 0,070 | 0,080 | 0,080 | 0,090 |
| Spring steels | ≤ 350 HB | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Aluminium and aluminium alloys | ≤ 400 N/mm² | 70 | 0,140 | 0,150 | 0,162 | 0,170 | 0,190 |
| Wrought aluminium alloys | ≤ 650 N/mm² | 50 | 0,140 | 0,150 | 0,162 | 0,170 | 0,190 |
| Cast aluminium alloys ≤ 10% Si | ≤ 600 N/mm² | 30 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| Cast aluminium alloys > 10% Si | ≤ 600 N/mm² | 20 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| Magnesium alloys | ≤ 400 N/mm² | 70 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Copper, low-alloy | ≤ 500 N/mm² | 30 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Brass, short-chipping | ≤ 600 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Brass, long-chipping | ≤ 600 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Bronze, short-chipping | ≤ 600 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤ 850 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Bronze, long-chipping | ≤ 850 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤ 1000 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Plastics | ≤ 150 N/mm² | 30 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

Hexagon Socket Head Cap Screw

Solid carbide deburring tool, 90° DIN 6527

HSCo8 end mill, short, centre-cutting DIN 844K

Arizona® Perfect soft vehicle dry abrasive paper For all paint repair work with intermediate and fine sanding

HPC solid carbide drill Speeddrill 4.0-Inox, DIN 6537K, 3xD short, 4 drill heels, with internal cooling

ECOFAST® chipboard screw

Hexagonal bolt with shank ISO 4014, A4-50 and A4-70 stainless steel, plain

Brake/tail light bulb P21/5W Daylight For frequent drivers and drivers who use daytime running lights

Hexagon Socket Head Cap Screw

VARIFIX® connection bracket, 45°, pre-assembled