













EU HSCo 90° countersink DIN 335C
Conical countersink EU HSCo
CNTSNK-CONI-EU-HSCO-90DGR-D25,0MM
Art.-no. 0694119025
EAN 4058794439151




Register now and access more than 125,000 products
Extremely unequal pitch
- Optimal surface quality: exact, round, chatter-free countersinking
- Faster machining due to higher cutting speeds
- Significantly reduced tool wear
- Maximum running smoothness in all materials
- Much lower infeed force required
3-flat shank
No slippage, ideal for use in hand drills with 3-jaw chuck
For universal use
Almost all materials can be machined due to special tip geometry and HSCo cutting material.
Product packaging made from 100 % PCR (recycled plastic from household waste) and 100 % recyclable
Datasheets(X)

 | |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Special alloy, Hard and tough material, Non-ferrous metal, Plastic |
Quality | ZEBRA-Premium |
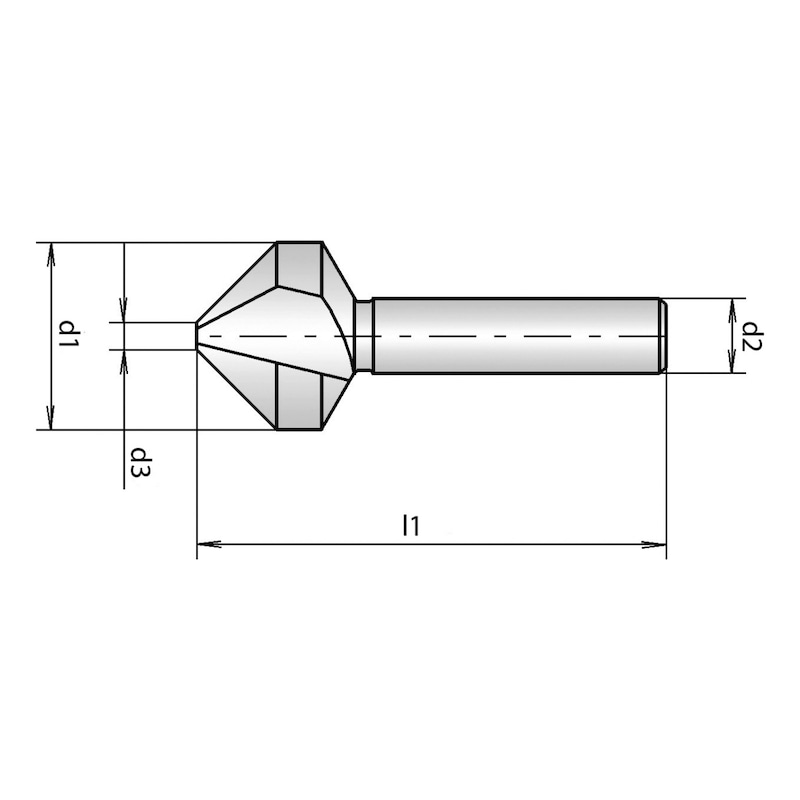
Spot-facer diameter (d1) | 25.0 mm |
Shank diameter (d2) | 10 mm |
Tip diameter (d3) | 3.8 mm |
Length (l1) | 67 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 335 |
Form | C |
Cutting material | HSCo |
Countersink angle | 90 Degree |
Surface | Uncoated |
Shank style | 3-face shank |
Service life (points system) | 3 of 4 points |
Countersinking speed (point system) | 3 of 4 points |
Countersinking quality (point system) | 4 of 4 points |
Versatility (points system) | 4 of 4 points |
Countersinking behaviour (point system) | 4 of 4 points |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Alloyed tempering steels, Nitriding steels, Tool steels, High-speed steels, Cast iron, Ductile iron, Malleable cast iron, White cast iron, Stainless steels, sulphurated, Stainless steels, austenitic, Stainless steels, martensitic, Titanium, Titanium alloys, Special alloys, Hardox, Spring steels, Aluminium alloys, Aluminium wrought alloys, Aluminium casting alloys (>10% silicon), Aluminium casting alloys (<10% silicon), Magnesium alloys, Copper, Brass, short-chipping, Brass, long-chipping, Bronze, short-chipping, Bronze, long-chipping, Plastics, thermoset, Plastics, thermoplastic, Plastics, aramide-fibre reinforced, Plastics, glass/carbon-fibre-reinforced |
| Assignment of conical countersink to screw standards: | ||
| Countersink diameter | For countersunk head screws | For countersunk head screws |
| DIN EN ISO 10642 (Formerly DIN 7991) | DIN EN ISO 2009, 2010, 7046, 7047 (Formerly DIN 963,964,965,966) | |
| 4.3 mm | M2 | M2 |
| 6.3 mm | M3 | M3 |
| 8.3 mm | M4 | - |
| 10.4 mm | M5 | M4, M5 |
| 12.4 mm | M6 | M6 |
| 16.5 mm | M8 | M8 |
| 20.5 mm | - | M10 |
| 25 mm | M10, M12 | M12 |
| 31 mm | M16 | - |
| 37 mm | M20 | M16 |
| Legend |
| vc = cutting speed [m/min] |
| f = feed (mm/r) |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| For dia. 16.5–37 | |||||||
| Material designation | Tensile strength | vc | f | ||||
| Dia. 16.5 | Dia. 20.5 | Dia. 25 | Dia. 31 | Dia. 37 | |||
| Steels | |||||||
| General structural steels | ≤ 500 N/mm² | 41 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 1000 N/mm² | 39 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Unalloyed heat-treated steels | ≤ 700 N/mm² | 38 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 850 N/mm² | 38 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| ≤ 1000 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 31 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 1400 N/mm² | 12 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Nitriding steels | ≤ 1000 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤ 1400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| Tool steels | ≤ 850 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤ 1400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| High-speed steels | ≤ 1400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Cast metals | |||||||
| Cast iron | ≤ 240 HB | 19 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 350 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| Spheroidal-graphite and malleable iron | ≤ 240 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 350 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| Chilled cast iron | ≤ 350 HB | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| High-grade steels | |||||||
| Stainless steels, sulphurated | ≤ 900 N/mm² | 8 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| Stainless steels, austenitic | ≤ 1100 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Stainless steels, martensitic | ≤ 1200 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Titanium and titanium alloys | ≤ 850 N/mm² | 8 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤ 1400 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| Special alloys | ≤ 1600 N/mm² | 6 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| Hard materials | |||||||
| Hardox | Hardox 400–500, XAR 320, XAR 400 | 4 | 0,090 | 0,110 | 0,140 | 0,160 | - |
| Spring steels | ≤ 350 HB | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Non-ferrous metals | |||||||
| Aluminium and aluminium alloys | ≤ 400 N/mm² | 70 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Wrought aluminium alloys | ≤ 650 N/mm² | 50 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Cast aluminium alloys ≤ 10% Si | ≤ 600 N/mm² | 30 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| Cast aluminium alloys > 10% Si | ≤ 600 N/mm² | 20 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| Magnesium alloys | ≤ 400 N/mm² | 70 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Copper, low-alloyed | ≤ 500 N/mm² | 30 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Brass, short-chipping | ≤ 600 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Brass, long-chipping | ≤ 600 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Bronze, short-chipping | ≤ 600 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| ≤ 850 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 | |
| Bronze, long-chipping | ≤ 850 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| ≤ 1000 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 | |
| Plastics | |||||||
| Plastics | ≤ 150 N/mm² | 30 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Cutting values | |||||||
| For dia. 4.3-12.4 | |||||||
| Material designation | Tensile strength | vc | f | ||||
| Dia. 4.3 | Dia. 6.3 | Dia. 8.3 | Dia. 10.4 | Dia. 12.4 | |||
| Steels | |||||||
| General structural steels | ≤ 500 N/mm² | 41 | 0,110 | 0,120 | 0,130 | 0,135 | 0,150 |
| ≤ 1000 N/mm² | 39 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Unalloyed heat-treated steels | ≤ 700 N/mm² | 38 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 850 N/mm² | 38 | 0,110 | 0,120 | 0,130 | 0,135 | 0,150 | |
| ≤ 1000 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 31 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 1400 N/mm² | 12 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Nitriding steels | ≤ 1000 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Tool steels | ≤ 850 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| High-speed steels | ≤ 1400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Cast metals | |||||||
| Cast iron | ≤ 240 HB | 19 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 350 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Spheroidal-graphite and malleable iron | ≤ 240 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 350 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Chilled cast iron | ≤ 350 HB | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| High-grade steels | |||||||
| Stainless steels, sulphurated | ≤ 900 N/mm² | 8 | 0,060 | 0,068 | 0,081 | 0,090 | 0,100 |
| Stainless steels, austenitic | ≤ 1100 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Stainless steels, martensitic | ≤ 1200 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Titanium and titanium alloys | ≤ 850 N/mm² | 8 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1400 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Special alloys | ≤ 1600 N/mm² | 6 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| Hard materials | |||||||
| Hardox | Hardox 400–500, XAR 320, XAR 400 | 4 | - | 0,070 | 0,080 | 0,080 | 0,090 |
| Spring steels | ≤ 350 HB | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Non-ferrous metals | |||||||
| Aluminium and aluminium alloys | ≤ 400 N/mm² | 70 | 0,140 | 0,150 | 0,162 | 0,170 | 0,190 |
| Wrought aluminium alloys | ≤ 650 N/mm² | 50 | 0,140 | 0,150 | 0,162 | 0,170 | 0,190 |
| Cast aluminium alloys ≤ 10% Si | ≤ 600 N/mm² | 30 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| Cast aluminium alloys > 10% Si | ≤ 600 N/mm² | 20 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| Magnesium alloys | ≤ 400 N/mm² | 70 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Copper, low-alloyed | ≤ 500 N/mm² | 30 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Brass, short-chipping | ≤ 600 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Brass, long-chipping | ≤ 600 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Bronze, short-chipping | ≤ 600 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤ 850 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Bronze, long-chipping | ≤ 850 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤ 1000 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Plastics | |||||||
| Plastics | ≤ 150 N/mm² | 30 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

Spring pin for ISO P clamping system

Identification rings, PVC

Safety boots, S3 Steitz CK640 Gore BOA SF

Hexagon head bolt DIN EN 14399-4, steel 10.9, hot-dip galvanised (hdg), for high-strength structural bolting assembly

Die-cast zinc joint

ORSY®BULL series 5 worktop

Sabre saw blade, construction, three stars For mineral insulating materials

Polyamide/cotton coarse-knit glove

Shim ring DIN 988, steel, plain

Mortar tub crane-compatible