





End mill, long, triple blade, centre cutting
End mill HSCo-PM WN-L Z3 4xD type WR
ENDMIL-L-HSCO-PM-WR-D14,0MM
Art.-no. 5443610403
EAN 4062856187546















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 2172 |
Material to be processed | Steel, Stainless steel, Copper, Brass, Aluminium, Plastic |
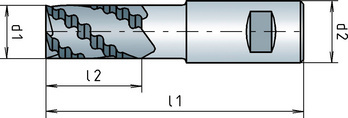
Diameter (d1) | 14 mm |
Shank diameter (d2) | 12 mm |
Standards | CS |
Construction length | Long |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo-PM |
Surface | Plain |
Coolant supply | External |
Twist angle | 35° |
Length (l1) | 110 mm |
Cutting edge length (l2) | 53 mm |
Number of cutting edges | 3 PCS |
Corner chamfer | 0.7 mm |
Tolerance of cutting edge diameter | js14 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Stainless steels < 850 N/mm², Copper, Brass, Aluminium, Plastics |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||||
| For dia. 10 to dia. 25 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-25 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| 500-850 N/mm² | E | 69 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| E | 69 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | ||
| Unalloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 700-850 N/mm² | E | 64 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| < 850 N/mm² | E | 23 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 221 | 0,037 | 0,044 | 0,063 | 0,080 | 0,100 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 138 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 147 | 0,037 | 0,044 | 0,063 | 0,080 | 0,100 |
| Copper, low-alloy | < 350 N/mm² | E | 110 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Brass, short-chipping | < 600 N/mm² | - | 110 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Brass, long-chipping | < 600 N/mm² | - | 92 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Bronze, short-chipping | < 600 N/mm² | - | 92 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| 650-850 N/mm² | - | 74 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 | |
| Bronze, long-chipping | < 850 N/mm² | E | 64 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| 850-1200 N/mm² | E | 46 | 0,063 | 0,062 | 0,076 | 0,096 | 0,120 | |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | |||||||
| For dia. 10 to dia. 25 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-25 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,014 | 0,023 | 0,025 | 0,032 |
| 500-850 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Carbon steels | < 850 N/mm² | E | 26 | 0,013 | 0,019 | 0,023 | 0,028 |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,013 | 0,019 | 0,023 | 0,028 |
| 700-850 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 |
| Tool steels | < 850 N/mm² | E | 20 | 0,013 | 0,019 | 0,023 | 0,028 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,013 | 0,019 | 0,023 | 0,028 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,013 | 0,019 | 0,023 | 0,028 |
| < 850 N/mm² | E | 9 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,019 | 0,029 | 0,033 | 0,045 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,026 | 0,037 | 0,041 | 0,050 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,019 | 0,029 | 0,033 | 0,045 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,026 | 0,037 | 0,041 | 0,050 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,026 | 0,037 | 0,041 | 0,050 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,026 | 0,037 | 0,041 | 0,050 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,026 | 0,037 | 0,041 | 0,050 |
| 650-850 N/mm² | - | 28 | 0,026 | 0,037 | 0,041 | 0,050 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,026 | 0,037 | 0,041 | 0,050 |
| 850-1200 N/mm² | E | 14 | 0,032 | 0,041 | 0,045 | 0,054 | |
Last viewed

Low-cut safety shoes, S3 Steitz ESD DX 742 SF

Pan head tapping screw, shape F with recessed head DIN 7981, steel, nickel-plated (E2J), round head, PH drive, shape F

Metric combination wrench with POWERDRIV®

Hexagonal bolt with shank ISO 4014, silver zinc-nickel plated 8.8 steel (ZNSHR)

Welding studs DIN 34828, steel S235JR, hot-dip galvanised (hdg), for turnbuckles

Low-cut safety shoes, S1 Steitz VD PRO 1080 ESD

Self-drilling roofing screw OMG® DFHD-67 (XHD)

Disposable protective glove Ejendals TEGERA® 84303

Spirit level made of light metal

Sanding belt, fabric VSM ZK713T