





End mill, short, Morse taper shank DIN 845B
End mill HSCo DIN845B T=4-6 2xD type N Morse taper
ENDMIL-DIN845B-S-HSCO-D16,0MM
Art.-no. 5443600993
EAN 4055375879863




















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 2664 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Aluminium, Plastic |
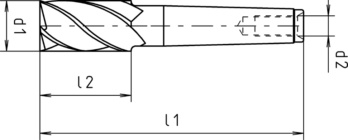
Diameter (d1) | 16 mm |
Morse taper size | MK 2 |
Tightening thread (d2) | M10 |
Length (l1) | 117 mm |
Cutting edge length (l2) | 32 mm |
Number of cutting edges (Z) | 4 PCS |
Standards | DIN 845 |
Construction length | Short |
Shank style | Cylindrical DIN 228 A |
Cutting material | HSCo |
Surface | Plain |
Coolant supply | External |
Twist angle | 40° |
Tolerance of cutting edge diameter | k10 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Key | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for contour finishing | ||||||||
| For dia. 12 to dia. 45 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32-45 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,022 | 0,035 | 0,044 | 0,057 | 0,080 |
| 500-850 N/mm² | E | 38 | 0,019 | 0,031 | 0,039 | 0,050 | 0,069 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 850-1,000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Unalloyed hardened steels | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 700-850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| 850-1,000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Alloyed hardened steels | 850-1,000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1,000-1,200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| Alloyed case-hardening steels | < 1,000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1,000-1,200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Nitriding steels | < 1,000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1,000-1,200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 850-1,100 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| 1,100-1,400 N/mm² | E | 20 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| High-speed steels | 850-1,200 N/mm² | E | 20 | 0,022 | 0,028 | 0,042 | 0,048 | 0,064 |
| Wear-resistant constructional steel | 1,350 N/mm² | E | 15 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Spring steels | < 1,200 N/mm² | E | 15 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Sulphurated stainless steels | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| Austenitic stainless steels | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| < 850 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Martensitic stainless steels | < 1,100 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Cast iron | < 180 HB | - | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| > 180 HB | - | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| > 260 HB | E | 25 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Low-alloy copper | < 350 N/mm² | E | 120 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Short-chipping brass | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Long-chipping brass | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Short-chipping bronze | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| 650-850 N/mm² | - | 80 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 | |
| Long-chipping bronze | < 850 N/mm² | E | 80 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| 850-1,200 N/mm² | E | 65 | 0,041 | 0,050 | 0,060 | 0,068 | 0,092 | |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for contour roughing | ||||||||
| For dia. 12 to dia. 45 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32-45 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| 500-850 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Carbon steels | < 850 N/mm² | E | 34 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 850-1,000 N/mm² | E | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Unalloyed hardened steels | < 700 N/mm² | E | 33 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 700-850 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| 850-1,000 N/mm² | E | 24 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Alloyed hardened steels | 850-1,000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1,000-1,200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| Alloyed case-hardening steels | < 1,000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1,000-1,200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Nitriding steels | < 1,000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1,000-1,200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 850-1,100 N/mm² | E | 16 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| 1,100-1,400 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| High-speed steels | 850-1,200 N/mm² | E | 8 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Wear-resistant constructional steel | 1,350 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Spring steels | < 1,200 N/mm² | E | 8 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Sulphurated stainless steels | < 700 N/mm² | E | 24 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| Austenitic stainless steels | < 700 N/mm² | E | 18 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| < 850 N/mm² | E | 12 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Martensitic stainless steels | < 1,100 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Cast iron | < 180 HB | - | 34 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| > 180 HB | - | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| > 260 HB | E | 18 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Low-alloy copper | < 350 N/mm² | E | 73 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Short-chipping brass | < 600 N/mm² | - | 73 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Long-chipping brass | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Short-chipping bronze | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| 650-850 N/mm² | - | 37 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 | |
| Long-chipping bronze | < 850 N/mm² | E | 30 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| 850-1,200 N/mm² | E | 18 | 0,069 | 0,085 | 0,107 | 0,133 | 0,170 | |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Full grooves are not possible for diameters greater than 20 mm, as the power consumed is too high. | ||
| Cutting values for slot roughing | ||||||
| For dia. 12-20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,025 | 0,028 | 0,035 |
| 500-850 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 | |
| Carbon steels | < 850 N/mm² | E | 26 | 0,021 | 0,025 | 0,031 |
| 850-1,000 N/mm² | E | 20 | 0,021 | 0,025 | 0,031 | |
| Unalloyed hardened steels | < 700 N/mm² | E | 25 | 0,021 | 0,025 | 0,031 |
| 700-850 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 | |
| 850-1,000 N/mm² | E | 18 | 0,021 | 0,025 | 0,031 | |
| Alloyed hardened steels | 850-1,000 N/mm² | E | 17 | 0,021 | 0,025 | 0,031 |
| 1,000-1,200 N/mm² | E | 14 | 0,025 | 0,028 | 0,035 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 |
| Alloyed case-hardening steels | < 1,000 N/mm² | E | 17 | 0,021 | 0,025 | 0,031 |
| 1,000-1,200 N/mm² | E | 14 | 0,025 | 0,028 | 0,035 | |
| Nitriding steels | < 1,000 N/mm² | E | 17 | 0,021 | 0,025 | 0,031 |
| 1,000-1,200 N/mm² | E | 14 | 0,025 | 0,028 | 0,035 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,021 | 0,025 | 0,031 |
| 850-1,100 N/mm² | E | 12 | 0,025 | 0,028 | 0,035 | |
| 1,100-1,400 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 | |
| High-speed steels | 850-1,200 N/mm² | E | 6 | 0,025 | 0,028 | 0,035 |
| Wear-resistant constructional steel | 1,350 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Spring steels | < 1,200 N/mm² | E | 6 | 0,025 | 0,028 | 0,035 |
| Sulphurated stainless steels | < 700 N/mm² | E | 18 | 0,021 | 0,025 | 0,031 |
| Austenitic stainless steels | < 700 N/mm² | E | 14 | 0,021 | 0,025 | 0,031 |
| < 850 N/mm² | E | 9 | 0,021 | 0,025 | 0,031 | |
| Martensitic stainless steels | < 1,100 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Cast iron | < 180 HB | - | 26 | 0,021 | 0,025 | 0,031 |
| > 180 HB | - | 23 | 0,021 | 0,025 | 0,031 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 20 | 0,021 | 0,025 | 0,031 |
| > 260 HB | E | 14 | 0,021 | 0,025 | 0,031 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Low-alloy copper | < 350 N/mm² | E | 55 | 0,041 | 0,046 | 0,055 |
| Short-chipping brass | < 600 N/mm² | - | 55 | 0,041 | 0,046 | 0,055 |
| Long-chipping brass | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| Short-chipping bronze | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,041 | 0,046 | 0,055 | |
| Long-chipping bronze | < 850 N/mm² | E | 23 | 0,041 | 0,046 | 0,055 |
| 850-1,200 N/mm² | E | 14 | 0,045 | 0,050 | 0,060 | |
Last viewed

VARIFIX® hammer head fastener standard fix pre-assembled with nut and washer, zinc-plated

Neck protector

Round A2 stainless steel spacer sleeve

Front roller shutters Premium

Stretch X polo shirt

Bucket

Fitter's tool box Junior I 60 pieces

Jacket Planam Tristep

Round shell design handle MUG-ZD 12

PVC single core H05/H07V-K, fine wire