





End mill, short, Morse taper shank DIN 845B
End mill HSCo DIN845B Z4-6 2xD type N Morse taper
ENDMIL-DIN845B-S-HSCO-D22,0MM




















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 2664 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Aluminium, Plastic |
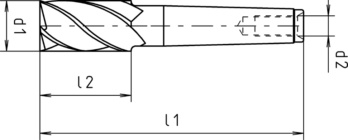
Diameter (d1) | 22 mm |
Morse taper size | MK 2 |
Tightening thread (d2) | M10 |
Length (l1) | 123 mm |
Cutting edge length (l2) | 38 mm |
Number of cutting edges (Z) | 5 PCS |
Standards | DIN 845 |
Construction length | Short |
Shank style | Cylindrical DIN 228 A |
Cutting material | HSCo |
Surface | Plain |
Coolant supply | External |
Twist angle | 40° |
Tolerance of cutting edge diameter | k10 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Key | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||||
| For dia. 12 to dia. 45 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32-45 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| 500-850 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Carbon steels | < 850 N/mm² | E | 34 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 850-1000 N/mm² | E | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 700-850 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| 850-1000 N/mm² | E | 24 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 850-1100 N/mm² | E | 16 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| 1100-1400 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| < 850 N/mm² | E | 12 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Cast iron | < 180 HB | - | 34 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| > 180 HB | - | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Nodular graphite, malleable iron | > 180 HB | - | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| > 260 HB | E | 18 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| 650-850 N/mm² | - | 37 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| 850-1200 N/mm² | E | 18 | 0,069 | 0,085 | 0,107 | 0,133 | 0,170 | |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Full grooves are not possible for diameters greater than 20 mm, as the power consumed is too high. | ||
| Cutting values for finishing contour | ||||||||
| For dia. 12 to dia. 45 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32-45 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,022 | 0,035 | 0,044 | 0,057 | 0,080 |
| 500-850 N/mm² | E | 38 | 0,019 | 0,031 | 0,039 | 0,050 | 0,069 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 700-850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 850-1100 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| 1100-1400 N/mm² | E | 20 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,022 | 0,028 | 0,042 | 0,048 | 0,064 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| < 850 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Cast iron | < 180 HB | - | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| > 180 HB | - | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Nodular graphite, malleable iron | > 180 HB | - | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| > 260 HB | E | 25 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| 650-850 N/mm² | - | 80 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| 850-1200 N/mm² | E | 65 | 0,041 | 0,050 | 0,060 | 0,068 | 0,092 | |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | ||||||
| For dia. 12 to dia. 20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,025 | 0,028 | 0,035 |
| 500-850 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 | |
| Carbon steels | < 850 N/mm² | E | 26 | 0,021 | 0,025 | 0,031 |
| 850-1000 N/mm² | E | 20 | 0,021 | 0,025 | 0,031 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,021 | 0,025 | 0,031 |
| 700-850 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 | |
| 850-1000 N/mm² | E | 18 | 0,021 | 0,025 | 0,031 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 17 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,025 | 0,028 | 0,035 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 17 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,025 | 0,028 | 0,035 | |
| Nitriding steels | < 1000 N/mm² | E | 17 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,025 | 0,028 | 0,035 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,021 | 0,025 | 0,031 |
| 850-1100 N/mm² | E | 12 | 0,025 | 0,028 | 0,035 | |
| 1100-1400 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 | |
| High-speed steels | 850-1200 N/mm² | E | 6 | 0,025 | 0,028 | 0,035 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Spring steels | < 1200 N/mm² | E | 6 | 0,025 | 0,028 | 0,035 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,021 | 0,025 | 0,031 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,021 | 0,025 | 0,031 |
| < 850 N/mm² | E | 9 | 0,021 | 0,025 | 0,031 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Cast iron | < 180 HB | - | 26 | 0,021 | 0,025 | 0,031 |
| > 180 HB | - | 23 | 0,021 | 0,025 | 0,031 | |
| Nodular graphite, malleable iron | > 180 HB | - | 20 | 0,021 | 0,025 | 0,031 |
| > 260 HB | E | 14 | 0,021 | 0,025 | 0,031 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,041 | 0,046 | 0,055 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,041 | 0,046 | 0,055 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,041 | 0,046 | 0,055 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 14 | 0,045 | 0,050 | 0,060 | |
Last viewed

Fix cable gland, polyamide

Counterbore Ruko HSS plain DIN 373 with straight shank and fixed pilot, quality grade: medium for through holes

Hygiene kit For Pocket ear defenders

Sealing plug GPN 735 For metric threads

Hexagonal bolt with thread up to the head

ASSY® 4 A2 CS fittings screw A2 stainless steel plain full thread countersunk head

Half fitting, flat sealing, with female thread EN1254, gunmetal, 4359G
Hexagonal bolt with thread up to the head

3KS Plus profile thumbturn cylinder For keyed alike profile cylinders in original equipment

Profile system