





Flachsenker DIN 373, fein
Flachsenker DIN 373 fein
FLSER-DIN373-HSS-FEIN-M10















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 2140 |
Gütegrad | Fein |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Kupfer, Messing, Aluminium, Kunststoff |
Geeignet für Schraube | M10 |
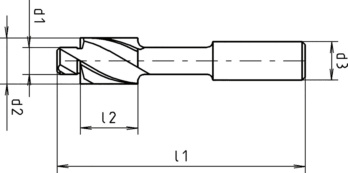
Zapfendurchmesser (d1) | 10.5 mm |
Senkerdurchmesser (d2) | 18.0 mm |
Schaftdurchmesser (d3) | 12.5 mm |
Länge (l1) | 100 mm |
Kopflänge (l2) | 22 mm |
Anzahl Schneiden (Z) | 3 STK |
Normen | DIN 373 |
Typ | N |
Schneidstoff | HSS |
Oberfläche | Blank |
Schaftform | Zylindrisch |
Qualität | Würth-Standard |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für HSS Senker | |||||||
| Für M3 - M6 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | vc | f | ||||
| von | bis | M3 | M4 | M5 | M6 | ||
| Allgemeine Baustähle | < 500 N/mm² | 26 | 30 | 0,090 | 0,104 | 0,120 | 0,126 |
| 500-850 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 | |
| Automatenstähle | < 850 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 |
| 850-1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 |
| 700-850 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 | |
| 850-1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 |
| 1000-1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 |
| Legierte Einsatzstähle | < 1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 |
| 1000-1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 | |
| Nitrierstähle | < 1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 |
| 1000-1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 | |
| Werkzeugstähle | < 850 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 |
| 850-1100 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 | |
| 1100-1400 N/mm² | 2 | 5 | 0,030 | 0,035 | 0,040 | 0,042 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | 2 | 5 | 0,030 | 0,035 | 0,040 | 0,042 |
| Federstähle | < 1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | 4 | 10 | 0,050 | 0,058 | 0,060 | 0,063 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | 4 | 10 | 0,050 | 0,058 | 0,060 | 0,063 |
| < 850 N/mm² | 4 | 10 | 0,050 | 0,058 | 0,060 | 0,063 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | 4 | 10 | 0,050 | 0,058 | 0,060 | 0,063 |
| Gusseisen | < 180 HB | 15 | 24 | 0,100 | 0,116 | 0,120 | 0,126 |
| > 180 HB | 9 | 15 | 0,070 | 0,081 | 0,080 | 0,084 | |
| Kugelgraphit, Temperguss | > 180 HB | 9 | 15 | 0,070 | 0,081 | 0,080 | 0,084 |
| > 260 HB | 9 | 15 | 0,070 | 0,081 | 0,080 | 0,084 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | 50 | 90 | 0,120 | 0,139 | 0,140 | 0,147 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | 25 | 40 | 0,100 | 0,116 | 0,120 | 0,126 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | 50 | 90 | 0,120 | 0,139 | 0,140 | 0,147 |
| Kupfer, niedriglegiert | < 350 N/mm² | 25 | 40 | 0,100 | 0,116 | 0,120 | 0,126 |
| Messing, kurzspanend | < 600 N/mm² | 50 | 80 | 0,120 | 0,139 | 0,140 | 0,147 |
| Messing, langspanend | < 600 N/mm² | 30 | 50 | 0,120 | 0,139 | 0,140 | 0,147 |
| Bronze, kurzspanend | < 600 N/mm² | 50 | 80 | 0,120 | 0,139 | 0,140 | 0,147 |
| 650-850 N/mm² | 50 | 80 | 0,120 | 0,139 | 0,140 | 0,147 | |
| Bronze, langspanend | < 850 N/mm² | 30 | 50 | 0,120 | 0,139 | 0,140 | 0,147 |
| 850-1200 N/mm² | 30 | 50 | 0,120 | 0,139 | 0,180 | 0,189 | |
| Legende | |
| vc = Schnittgeschwindigkeit [m/min] | |
| f = Vorschub [mm/U] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
| Schnittwerte für HSS Senker | ||||||
| Für M8 - M12 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | vc | f | |||
| von | bis | M8 | M10 | M12 | ||
| Allgemeine Baustähle | < 500 N/mm² | 26 | 30 | 0,132 | 0,140 | 0,160 |
| 500-850 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 | |
| Automatenstähle | < 850 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 |
| 850-1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 |
| 700-850 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 | |
| 850-1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 |
| 1000-1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 |
| Legierte Einsatzstähle | < 1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 |
| 1000-1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 | |
| Nitrierstähle | < 1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 |
| 1000-1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 |
| 850-1100 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 | |
| 1100-1400 N/mm² | 2 | 5 | 0,044 | 0,050 | 0,060 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | 2 | 5 | 0,044 | 0,050 | 0,060 |
| Federstähle | < 1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | 4 | 10 | 0,066 | 0,070 | 0,080 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | 4 | 10 | 0,066 | 0,070 | 0,080 |
| < 850 N/mm² | 4 | 10 | 0,066 | 0,070 | 0,080 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | 4 | 10 | 0,066 | 0,070 | 0,080 |
| Gusseisen | < 180 HB | 15 | 24 | 0,132 | 0,160 | 0,200 |
| > 180 HB | 9 | 15 | 0,088 | 0,120 | 0,160 | |
| Kugelgraphit, Temperguss | > 180 HB | 9 | 15 | 0,088 | 0,120 | 0,160 |
| > 260 HB | 9 | 15 | 0,088 | 0,120 | 0,160 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | 50 | 90 | 0,154 | 0,180 | 0,220 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | 25 | 40 | 0,132 | 0,140 | 0,180 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | 50 | 90 | 0,154 | 0,180 | 0,220 |
| Kupfer, niedriglegiert | < 350 N/mm² | 25 | 40 | 0,132 | 0,140 | 0,180 |
| Messing, kurzspanend | < 600 N/mm² | 50 | 80 | 0,154 | 0,180 | 0,200 |
| Messing, langspanend | < 600 N/mm² | 30 | 50 | 0,154 | 0,180 | 0,200 |
| Bronze, kurzspanend | < 600 N/mm² | 50 | 80 | 0,154 | 0,180 | 0,200 |
| 650-850 N/mm² | 50 | 80 | 0,154 | 0,180 | 0,200 | |
| Bronze, langspanend | < 850 N/mm² | 30 | 50 | 0,154 | 0,180 | 0,200 |
| 850-1200 N/mm² | 30 | 50 | 0,198 | 0,180 | 0,200 | |
Zuletzt angesehen

Arbeitsjacke

Bohrschraube Linsenkopf mit Bund und AW-Antrieb pias®

HPC-Vollhartmetallbohrer Speeddrill 4.0-Universal, DIN 6537L, lang 5xD, 4 Führungsfasen, mit Innenkühlung

Sechskantmutter Zoll

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Edelstahl A4-80, blank

Schleifpapier-Streifen Trocken

Vierkant Vollstift 8 mm

Profil-Knaufzylinder 3KS Plus für gleichschließende Profilzylinder in Erstausstattung

GEFU® Gewindefurchende Schraube mit Taptite 2000®-Gewinde, abgeflachtem Halbrundkopf mit Bund und Innensechsrund

Holzschraube DIN 96 A2 Halbrundkopf mit Schlitz