





Foret hexagonal DIN 8377 RN moyen 180°, avec cône Morse
Foret étagé plus. biseaux HSS DIN 8377 moyen 180°













Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
Fiches de données de sécurité(X)

 | |
Référence du produit | 852 |
Convient pour les matériaux | Acier, Fonte, Cuivre, Laiton, Aluminium, Plastique |
Convient pour vis | M10 |
Matière de coupe | Acier rapide HSS |
Finition | Vaporisé |
Angle de pointe | 118 Degré |
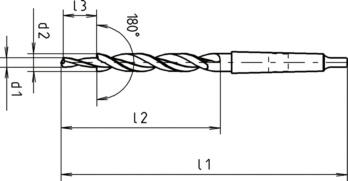
Diamètre du trou pilote (d1) | 11 mm |
Diamètre de fraise (d2) | 18 mm |
Longueur (l1) | 228 mm |
Longueur de goujure (l2) | 130 mm |
Longueur du trou pilote (l3) | 23 mm |
Angle de fraise | 180 Degré |
Forme de tige | Cône morse |
Convient pour cône morse | MK 2 |
Nombre de dents | 2 PCS |
Alimentation en liquide de refroidissement | Externe |
Tolérance de diamètre d'arête de coupe | h8 |
Tolérance de diamètre de tige | h8 |
Matière du sous-groupe | Aciers de construction génériques, Aciers trempés non alliés < 1 000 N/mm², Aciers trempés alliés < 1 000 N/mm², Fonte grise, Fonte malléable, Cuivre, Laiton, Aluminium, Plastiques |
| Valeurs de coupe pour forets HSS | ||||||
| Pour dia. 11 à dia. 17,5 | ||||||
| Type de matériau | Résistance à la traction | vc | f | |||
| de | à | Dia. 11-11,9 | Dia. 12-15,9 | Dia. 16-17,5 | ||
| Aciers de construction standard | < 500 N/mm² | 30 | 50 | 0,200 | 0,250 | 0,300 |
| 500-850 N/mm² | 25 | 35 | 0,200 | 0,250 | 0,300 | |
| Aciers d'usinage | < 850 N/mm² | 25 | 35 | 0,200 | 0,250 | 0,300 |
| 850-1 000 N/mm² | 20 | 30 | 0,100 | 0,160 | 0,200 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | 25 | 35 | 0,100 | 0,160 | 0,200 |
| 700-850 N/mm² | 20 | 30 | 0,100 | 0,160 | 0,200 | |
| 850-1 000 N/mm² | 20 | 25 | 0,090 | 0,140 | 0,180 | |
| Acier allié traité thermiquement allié | 850-1 000 N/mm² | 15 | 20 | 0,080 | 0,120 | 0,140 |
| 1 000-1 200 N/mm² | 8 | 12 | 0,080 | 0,120 | 0,140 | |
| Aciers cémentés non alliés | < 750 N/mm² | 25 | 35 | 0,100 | 0,160 | 0,200 |
| Aciers cémentés alliés | < 1000 N/mm² | 15 | 20 | 0,080 | 0,120 | 0,140 |
| 1 000-1 200 N/mm² | 8 | 12 | 0,080 | 0,120 | 0,140 | |
| Aciers nitrurés | < 1000 N/mm² | 10 | 15 | 0,080 | 0,120 | 0,140 |
| 1 000-1 200 N/mm² | 8 | 12 | 0,080 | 0,120 | 0,140 | |
| Aciers à outils | < 850 N/mm² | 10 | 15 | 0,080 | 0,120 | 0,140 |
| 850-1 100 N/mm² | 8 | 12 | 0,080 | 0,120 | 0,140 | |
| Fonte | < 180 HB | 20 | 30 | 0,200 | 0,250 | 0,300 |
| > 180 HB | 20 | 30 | 0,160 | 0,200 | 0,250 | |
| Fonte graphite sphéroïdale malléable | > 180 HB | 25 | 35 | 0,200 | 0,250 | 0,300 |
| > 260 HB | 18 | 22 | 0,160 | 0,200 | 0,250 | |
| Aluminium, alliages d'aluminium | < 530 N/mm² | 40 | 100 | 0,180 | 0,220 | 0,300 |
| Aluminium, alliages fonte aluminium < 10 % Si | < 600 N/mm² | 30 | 60 | 0,180 | 0,220 | 0,300 |
| Magnésium, alliages de magnésium | < 280 N/mm² | 40 | 100 | 0,180 | 0,220 | 0,300 |
| Cuivre, faiblement allié | < 350 N/mm² | 35 | 65 | 0,180 | 0,220 | 0,300 |
| Laiton, à copeaux courts | < 600 N/mm² | 60 | 100 | 0,250 | 0,300 | 0,350 |
| Laiton, à copeaux longs | < 600 N/mm² | 35 | 60 | 0,400 | 0,250 | 0,350 |
| Bronze, à copeaux courts | < 600 N/mm² | 25 | 50 | 0,140 | 0,200 | 0,250 |
| 650-850 N/mm² | 25 | 50 | 0,140 | 0,200 | 0,250 | |
| Bronze à copeaux longs | < 850 N/mm² | 15 | 35 | 0,140 | 0,200 | 0,250 |
| 850-1 200 N/mm² | 15 | 35 | 0,140 | 0,200 | 0,250 | |
| Légende |
| vc = vitesse de coupe [m/min] |
| f = avance [mm/r] |
| Les données de coupe indiquées sont des données de référence. Elles doivent être adaptées aux conditions. |
Vu en dernier

Embout C 6,3 TX (1/4 pouce) C 6,3 (1/4 pouce)

Vis à tête hexagonale ASME B18.2.1 acier GR5 brut UNC

Drill hole cleaning vacuum cleaner frame

Rail d'équipement pour support

Chaussures sécu basses, S2 Uvex 1 8544.8

Vis sans tête à six pans creux bout conique ISO 4027 inox A2 21H brut

Work jacket Kübler Ultrashell 1141 5227

Bouchon d'étanchéité W.TEC® CAPUCHON WP 300 F Polyéthylène, naturel

High-visibility trousers Asatex RH

ASME B18.2.1 acier GR5 zingué UNF