















Foret métal HSS DIN 338 SMART STEP
Foret HSS DIN 338 SMART STEP
FORET HSS SMART STEP Ø1.0 MM
ZEBRA SMART STEP






Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
Le SMART STEP d'origine : Le premier foret métal avec géométrie de pointe de foret étagé (à partir d'un diamètre de 2,5 mm)
Trous circulaires précis
Perçage extrêmement pratique
- Permet de réaliser des opérations de pré-perçage et de perçage précis sans décentrage
- Perçage incliné possible
- Alésage simple ou agrandissement d'un trou de perçage existant
Nettement plus rapide qu'un foret métal classique
Idéal pour extraire des rivets et des goujons
Le premier foret métal permettant un perçage manuel précis jusqu'à 20 mm de diamètre sans pré-perçage, et lorsqu'il est utilisé sur une perceuse, il permet même un perçage précis jusqu'à 26,5 mm de diamètre sans pré-perçage
A partir d'un diamètre de foret > de 13,0 mm, tige réduite à 12,7 mm de dia. pour une utilisation dans tous les mandrins à 3 mors courants
Queue à section triangulaire (à partir d'un diamètre de 4 mm)
- Excellent maintien du foret dans le mandrin : travail plus rapide et plus confortable
- Transmission optimale des forces
- Protection du mandrin contre les dommages
- Nécessite peu d'efforts pour ouvrir et fermer le mandrin
Emballage produit durable fabriqué en PCR à 100 % (plastique recyclé à partir des déchets ménagers), 100 % recyclable et certification Cradle to Cradle® Bronze
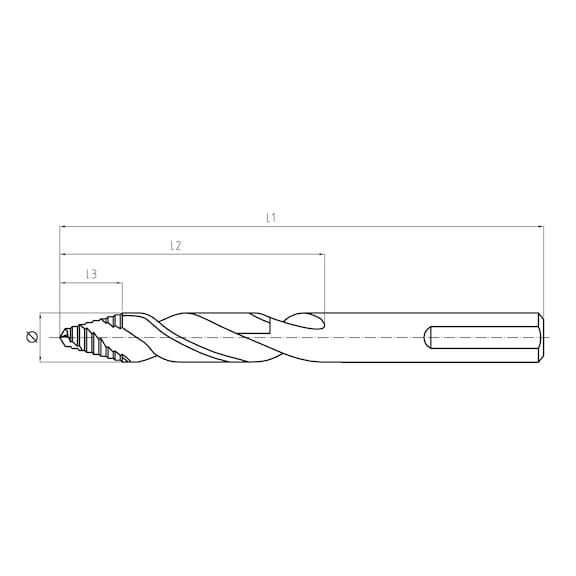
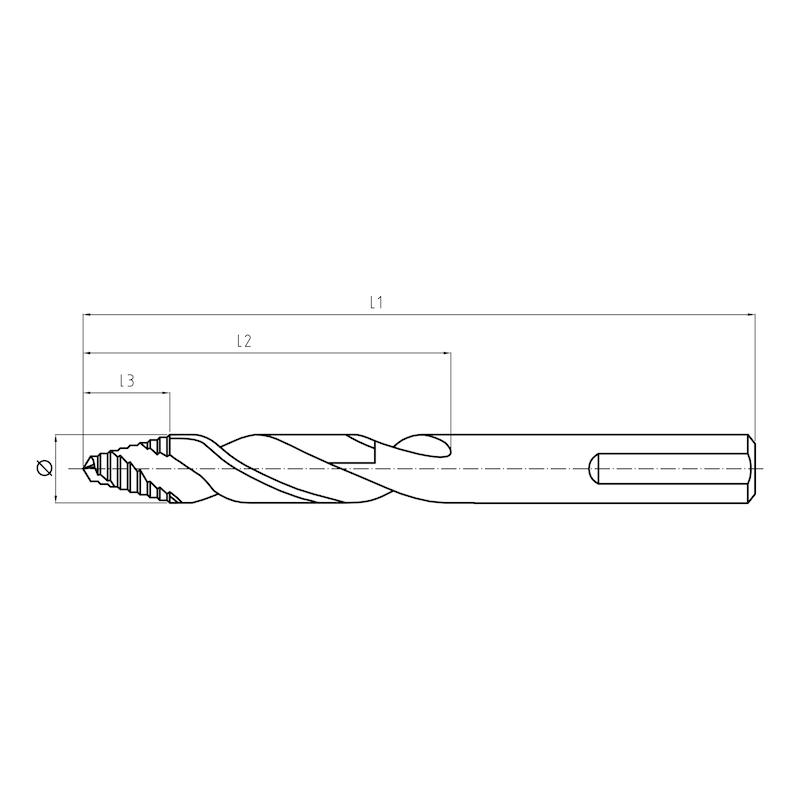
Pour les alésages borgnes, noter la pointe autoperceuse rallongée (voir dimension l3) !
Fiches de données de sécurité(X)

- Idéal pour les trous de rivets, le perçage de goujons, le perçage de tôles et de matériaux profilés à paroi mince (par exemple, les profilés d'aluminium/de fenêtre).
- Haute qualité des trous de perçage et durée de vie considérablement plus longue par rapport aux forets à bois classiques pour le perçage de trous dans le bois.
- Idéal pour un travail de haute précision, confortable et rapide dans les matériaux pleins (par ex. dans l'acier jusqu'à une résistance de 1 000 N/mm2, l'aluminium et les plastiques).
 | |
Convient pour type de machine | Perceuse, Visseuses sans fil, Perceuse sur socle |
Convient pour les matériaux | Acier, Fonte, Métal non ferreux, Bois, Bois dur |
Qualité | ZEBRA-Premium |
Diamètre (Ø) | 1 mm |
Longueur (l1) | 34 mm |
Longueur de goujure (l2) | 12 mm |
Forme de tige | Cylindrique |
Finition | Amélioré |
Matière de coupe | Acier rapide HSS |
Durée de vie (système de points) | 3 of 4 points |
Vitesse de forage (système de points) | 4 of 4 points |
Qualité de l'alésage (système de points) ( ) | 4 of 4 points |
Polyvalence (système de points) | 3 of 4 points |
Comportement de forage (système de points) | 4 of 4 points |
Convient pour perceuse (système de points) | 4 sur 4points |
Convient pour perceuses sans fil (système de points) | 4 of 4 points |
Convient pour perceuse verticale (système de points) | 4 of 4 points |
Centrage automatique | Oui |
Adapté à la résistance à la traction jusqu'à | 1000 N/mm² |
Matière du sous-groupe | Aciers de construction génériques, Aciers de trempe non alliés, Fonte, Fonte ductile, Fonte malléable, Alliages de magnésium, Cuivre, faiblement allié, Laiton, à copeaux courts, Laiton, à copeaux longs, Plastiques, thermodurcissables, Plastiques, thermoplastique |
| Légende |
| vc = vitesse de coupe [m/min] |
| f = avance (mm/r) |
| n = vitesse de rotation [tr/min] |
| Les valeurs de coupe suggérées sont des valeurs de référence. Elles doivent être adaptées aux conditions. |
| Pour dia. 12,5 | ||||||
| Désignation du matériau | Résistance à la traction | A partir du dia. 12,5 | ||||
| vc | n | f | ||||
| de | à | de | à | |||
| Aciers | ||||||
| Aciers de construction génériques | ≤ 850 N/mm² | 25 | 37 | 796 | 955 | 0,250 |
| Aciers traités thermiquement non alliés | ≤ 850 N/mm² | 25 | 37 | 796 | 955 | 0,250 |
| Aciers traités thermiquement faiblement alliés | ≤ 850 N/mm² | 25 | 37 | 796 | 955 | 0,250 |
| Aciers traités thermiquement non alliés | ≤ 1 000 N/mm² | 22 | 31 | 700 | 796 | 0,200 |
| Aciers traités thermiquement faiblement alliés | ≤ 1 000 N/mm² | 22 | 31 | 700 | 796 | 0,200 |
| Acier allié traité thermiquement allié | ≤ 1 000 N/mm² | 10 | 20 | 319 | 509 | 0,156 |
| Aciers de nitruration | ≤ 1 000 N/mm² | 10 | 20 | 319 | 509 | 0,156 |
| Aciers à outils | ≤ 1 000 N/mm² | 10 | 20 | 319 | 509 | 0,156 |
| Aciers rapides | ≤ 1 000 N/mm² | 10 | 20 | 319 | 509 | 0,156 |
| Métaux moulés | ||||||
| Fonte | ≤ 350 HB | 22 | 31 | 891 | 1,019 | 0,313 |
| Fonte graphite sphéroïdale et malléable | ≤ 350 HB | 22 | 31 | 700 | 796 | 0,313 |
| Métal non ferreux | ||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 1,019 | 1,528 | 0,250 |
| Plastiques | ||||||
| Plastiques thermodurcissables | 20 | 37 | 636 | 955 | 0,250 | |
| Plastiques, thermoplastique | 20 | 37 | 636 | 955 | 0,250 | |
| Bois | ||||||
| Bois tendre | 25 | 37 | 796 | 955 | 0,250 | |
| Bois dur | ||||||
| Bois dur | 22 | 31 | 700 | 796 | 0,200 | |
| Pour les diamètres de 1,0-2,5 | ||||||||||||
| Désignation du matériau | Résistance à la traction | A partir du dia. 1,0 | A partir du dia. 2,0 | A partir du dia. 2,5 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| de | à | de | à | de | à | de | à | |||||
| Aciers | ||||||||||||
| Aciers de construction génériques | ≤ 850 N/mm² | 25 | 37 | 7,958 | 9,549 | 0,016 | 3,979 | 4,775 | 0,050 | 3,183 | 3,820 | 0,063 |
| Aciers traités thermiquement non alliés | ≤ 850 N/mm² | 25 | 37 | 7,958 | 9,549 | 0,016 | 3,979 | 4,775 | 0,050 | 3,183 | 3,820 | 0,063 |
| Aciers traités thermiquement faiblement alliés | ≤ 850 N/mm² | 25 | 37 | 7,958 | 9,549 | 0,016 | 3,979 | 4,775 | 0,050 | 3,183 | 3,820 | 0,063 |
| Aciers traités thermiquement non alliés | ≤ 1 000 N/mm² | 22 | 31 | 7,003 | 7,958 | 0,014 | 3,501 | 3,979 | 0,040 | 2,801 | 3,183 | 0,050 |
| Aciers traités thermiquement faiblement alliés | ≤ 1 000 N/mm² | 22 | 31 | 7,003 | 7,958 | 0,014 | 3,501 | 3,979 | 0,040 | 2,801 | 3,183 | 0,050 |
| Acier allié traité thermiquement allié | ≤ 1 000 N/mm² | 10 | 20 | 3,183 | 5,093 | 0,012 | 1,592 | 2,546 | 0,032 | 1,273 | 2,037 | 0,040 |
| Aciers de nitruration | ≤ 1 000 N/mm² | 10 | 20 | 3,183 | 5,093 | 0,012 | 1,592 | 2,546 | 0,032 | 1,273 | 2,037 | 0,040 |
| Aciers à outils | ≤ 1 000 N/mm² | 10 | 20 | 3,183 | 5,093 | 0,012 | 1,592 | 2,546 | 0,032 | 1,273 | 2,037 | 0,040 |
| Aciers rapides | ≤ 1 000 N/mm² | 10 | 20 | 3,183 | 5,093 | 0,012 | 1,592 | 2,546 | 0,032 | 1,273 | 2,037 | 0,040 |
| Métaux moulés | ||||||||||||
| Fonte | ≤ 350 HB | 22 | 31 | 8,913 | 10,186 | 0,018 | 4,456 | 5,093 | 0,063 | 3,565 | 4,074 | 0,080 |
| Fonte graphite sphéroïdale et malléable | ≤ 350 HB | 22 | 31 | 7,003 | 7,958 | 0,018 | 3,501 | 3,979 | 0,063 | 2,801 | 3,183 | 0,080 |
| Métal non ferreux | ||||||||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 12,732 | 19,099 | 0,018 | 6,366 | 9,549 | 0,063 | 5,093 | 7,639 | 0,080 |
| Plastiques | ||||||||||||
| Plastiques thermodurcissables | 20 | 37 | 6,366 | 9,549 | 0,016 | 3,183 | 4,775 | 0,050 | 2,546 | 3,820 | 0,063 | |
| Plastiques, thermoplastique | 20 | 37 | 4,777 | 9,549 | 0,016 | 3,183 | 4,775 | 0,050 | 2,546 | 3,820 | 0,063 | |
| Bois | ||||||||||||
| Bois tendre | 25 | 37 | 7,958 | 9,549 | 0,016 | 3,979 | 4,775 | 0,050 | 3,183 | 3,820 | 0,063 | |
| Bois dur | ||||||||||||
| Bois dur | 22 | 31 | 7,003 | 7,958 | 0,014 | 3,501 | 3,979 | 0,040 | 2,801 | 3,183 | 0,050 | |
| Pour les diamètres de 6,3-10,0 | ||||||||||||
| Désignation du matériau | Résistance à la traction | A partir du dia. 6,3 | A partir du dia. 8,0 | A partir du dia. 10,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| de | à | de | à | de | à | de | à | |||||
| Aciers | ||||||||||||
| Aciers de construction génériques | ≤ 850 N/mm² | 25 | 37 | 1,642 | 1,971 | 0,163 | 1,294 | 1,552 | 0,208 | 1,035 | 1,242 | 0,260 |
| Aciers traités thermiquement non alliés | ≤ 850 N/mm² | 25 | 37 | 1,642 | 1,971 | 0,163 | 1,294 | 1,552 | 0,208 | 1,035 | 1,242 | 0,260 |
| Aciers traités thermiquement faiblement alliés | ≤ 850 N/mm² | 25 | 37 | 1,642 | 1,971 | 0,163 | 1,294 | 1,552 | 0,208 | 1,035 | 1,242 | 0,260 |
| Aciers traités thermiquement non alliés | ≤ 1 000 N/mm² | 22 | 31 | 1,446 | 1,642 | 0,130 | 1,138 | 1,294 | 0,163 | 910 | 1,035 | 0,208 |
| Aciers traités thermiquement faiblement alliés | ≤ 1 000 N/mm² | 22 | 31 | 1,446 | 1,642 | 0,130 | 1,138 | 1,294 | 0,163 | 910 | 1,035 | 0,208 |
| Acier allié traité thermiquement allié | ≤ 1 000 N/mm² | 10 | 20 | 657 | 1,050 | 0,104 | 517 | 828 | 0,130 | 413 | 662 | 0,163 |
| Aciers de nitruration | ≤ 1 000 N/mm² | 10 | 20 | 657 | 1,050 | 0,104 | 517 | 828 | 0,130 | 413 | 662 | 0,163 |
| Aciers à outils | ≤ 1 000 N/mm² | 10 | 20 | 657 | 1,050 | 0,104 | 517 | 828 | 0,130 | 413 | 662 | 0,163 |
| Aciers rapides | ≤ 1 000 N/mm² | 10 | 20 | 657 | 1,050 | 0,104 | 517 | 828 | 0,130 | 413 | 662 | 0,163 |
| Métaux moulés | ||||||||||||
| Fonte | ≤ 350 HB | 22 | 31 | 1,840 | 2,102 | 0,208 | 1,448 | 1,655 | 0,260 | 1,158 | 1,325 | 0,325 |
| Fonte graphite sphéroïdale et malléable | ≤ 350 HB | 22 | 31 | 1,446 | 1,642 | 0,208 | 1,138 | 1,294 | 0,260 | 910 | 1,035 | 0,325 |
| Métal non ferreux | ||||||||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 2,021 | 3,032 | 0,160 | 1,592 | 2,387 | 0,200 | 1,273 | 1,910 | 0,250 |
| Plastiques | ||||||||||||
| Plastiques thermodurcissables | 20 | 37 | 1,314 | 1,971 | 0,163 | 1,035 | 1,552 | 0,208 | 828 | 1,242 | 0,260 | |
| Plastiques, thermoplastique | 20 | 37 | 1,314 | 1,971 | 0,163 | 1,035 | 1,552 | 0,208 | 828 | 1,242 | 0,260 | |
| Bois | ||||||||||||
| Bois tendre | 25 | 37 | 1,642 | 1,971 | 0,163 | 1,294 | 1,552 | 0,208 | 1,035 | 1,242 | 0,260 | |
| Bois dur | ||||||||||||
| Bois dur | 22 | 31 | 1,446 | 1,642 | 0,130 | 1,138 | 1,294 | 0,163 | 910 | 1,035 | 0,208 | |
| Pour les diamètres de 3,15-5,0 | ||||||||||||
| Désignation du matériau | Résistance à la traction | A partir du dia. 3,15 | A partir du dia. 4,0 | A partir du dia. 5,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| de | à | de | à | de | à | de | à | |||||
| Aciers | ||||||||||||
| Aciers de construction génériques | ≤ 850 N/mm² | 25 | 37 | 2,526 | 3,032 | 0,080 | 1,989 | 2,387 | 0,100 | 1,831 | 2,197 | 0,115 |
| Aciers traités thermiquement non alliés | ≤ 850 N/mm² | 25 | 37 | 2,526 | 3,032 | 0,080 | 1,989 | 2,387 | 0,100 | 1,831 | 2,197 | 0,115 |
| Aciers traités thermiquement faiblement alliés | ≤ 850 N/mm² | 25 | 37 | 2,526 | 3,032 | 0,080 | 1,989 | 2,387 | 0,100 | 1,831 | 2,197 | 0,115 |
| Aciers traités thermiquement non alliés | ≤ 1 000 N/mm² | 22 | 31 | 2,223 | 2,526 | 0,063 | 1,751 | 1,989 | 0,080 | 1,611 | 1,831 | 0,092 |
| Aciers traités thermiquement faiblement alliés | ≤ 1 000 N/mm² | 22 | 31 | 2,223 | 2,526 | 0,063 | 1,751 | 1,989 | 0,080 | 1,611 | 1,831 | 0,092 |
| Acier allié traité thermiquement allié | ≤ 1 000 N/mm² | 10 | 20 | 1,011 | 1,617 | 0,050 | 796 | 1,273 | 0,063 | 733 | 1,172 | 0,072 |
| Aciers de nitruration | ≤ 1 000 N/mm² | 10 | 20 | 1,011 | 1,617 | 0,050 | 796 | 1,273 | 0,063 | 733 | 1,172 | 0,072 |
| Aciers à outils | ≤ 1 000 N/mm² | 10 | 20 | 1,011 | 1,617 | 0,050 | 796 | 1,273 | 0,063 | 733 | 1,172 | 0,072 |
| Aciers rapides | ≤ 1 000 N/mm² | 10 | 20 | 1,011 | 1,617 | 0,050 | 796 | 1,273 | 0,063 | 733 | 1,172 | 0,072 |
| Métaux moulés | ||||||||||||
| Fonte | ≤ 350 HB | 22 | 31 | 2,829 | 3,234 | 0,100 | 2,228 | 2,546 | 0,125 | 2,050 | 2,343 | 0,144 |
| Fonte graphite sphéroïdale et malléable | ≤ 350 HB | 22 | 31 | 2,223 | 2,526 | 0,100 | 1,751 | 1,989 | 0,125 | 1,611 | 1,831 | 0,144 |
| Métal non ferreux | ||||||||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 4,042 | 6,063 | 0,100 | 3,183 | 4,775 | 0,125 | 2,546 | 3,820 | 0,125 |
| Plastiques | ||||||||||||
| Plastiques thermodurcissables | 20 | 37 | 2,021 | 3,032 | 0,080 | 1,592 | 2,387 | 0,100 | 1,464 | 2,197 | 0,115 | |
| Plastiques, thermoplastique | 20 | 37 | 2,021 | 3,032 | 0,080 | 1,592 | 2,387 | 0,100 | 1,464 | 2,197 | 0,115 | |
| Bois | ||||||||||||
| Bois tendre | 25 | 37 | 2,526 | 3,032 | 0,080 | 1,989 | 2,387 | 0,100 | 1,831 | 2,197 | 0,115 | |
| Bois dur | ||||||||||||
| Bois dur | 22 | 31 | 2,223 | 2,526 | 0,063 | 1,751 | 1,989 | 0,080 | 1,611 | 1,831 | 0,092 | |
Choisir la couleur RAL
ATTENTION : Les couleurs que vous voyez à l'écran différent des couleurs réelles!
Vu en dernier

Fraise à carotter HSCo8 revêtement AlCrN

Ecrou hexagonal avec embase et pièce de serrage (tout-métal) conforme à la norme MBN

Kit de roulettes pour meuble, sans frein Solution 416

Filtre régulateur de pression pour compresseur d'air avec manomètre 1/2"

Vis à six pans creux à tête cylindrique acier 10.9 zinc lamellaire

Rondelle entretoise

Assortiment de cosses avec manchon en plastique type 2

ISO 4014 acier zingué, 25CrMo4

Drawer for workshop trolley bodywork

Vis à tête fraisée ISO 14581 acier zingué 08.8