

















Foret métal Long HSS DIN 1869 R2 SMART STEP
Foret métal HSS DIN 1869 R2 SMART STEP
Art. N° 0624950330
EAN 4065746543026






Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
Le premier foret hélicoïdal extra-long avec géométrie de pointe de foret étagé
Trous circulaires précis sans pointer
Jusqu'à 100 % plus rapide que le foret métal HSS extra-long classique
Perçage extrêmement confortable
- Elimine le pré-perçage nécessaire malgré la conception extra-longue, perçage précis
- Empêche l'outil de se décentrer, même en cas de perçage particulièrement profond
- Perçage nettement plus facile par rapport aux forets hélicoïdaux extra-longs classiques
- Alésage simple ou agrandissement d'un trou de perçage existant
Tige à 3 méplats
- Aucune rotation dans le mandrin, ce qui permet un travail plus rapide et plus agréable
- Transmission de puissance optimale
- Protège le mandrin contre les dommages
- Efforts minimums pour desserrer et serrer le mandrin
Emballage du produit entièrement fabriqué en PCR (plastique recyclé à partir de déchets ménagers) et 100 % recyclable
Disponible exclusivement chez Würth
Pour les trous borgnes, noter la longue pointe de perçage (voir dimension l3) !
Fiches de données de sécurité(X)

- Idéal pour le perçage de matériaux composites à parois minces, p. ex. pour la construction de fenêtres (profils en plastique avec noyau en acier)
- Haute qualité des trous de perçage et durée de vie considérablement plus longue par rapport aux forets à bois classiques.
- Idéal pour les visseuses sans fil ainsi que pour les perceuses portatives et à colonne
- Universel: adapté aux surfaces lisses, arrondies et irrégulières
Pour une progression optimale du forage et pour éviter tout blocage, utiliser des "cycles de burinage" pour les profondeurs de forage importantes.
 | |
Convient pour type de machine | Perceuse, Visseuses sans fil, Perceuse sur socle |
Convient pour les matériaux | Acier, Fonte, Métal non ferreux, Bois, Bois dur |
Qualité | ZEBRA-Premium |
Profondeur de perçage/standard | DIN 1869 / 25xD |
Design | Trop long |
Diamètre (Ø) | 3,3 mm |
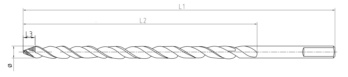
Longueur (l1) | 200 mm |
Longueur de goujure (l2) | 135 mm |
Longueur de la pointe du foret (l3) | 2,1 mm |
Diamètre de la tige | 3,3 mm |
Forme de tige | Tige 3-faces |
Finition | Amélioré |
Matière de coupe | Acier rapide HSS |
Durée de vie (système de points) | 3 of 4 points |
Vitesse de forage (système de points) | 4 of 4 points |
Qualité de l'alésage (système de points) ( ) | 4 of 4 points |
Polyvalence (système de points) | 3 of 4 points |
Comportement de forage (système de points) | 4 of 4 points |
Convient pour perceuse (système de points) | 4 sur 4points |
Convient pour perceuses sans fil (système de points) | 4 of 4 points |
Convient pour perceuse verticale (système de points) | 4 of 4 points |
Centrage automatique | Oui |
Adapté à la résistance à la traction jusqu'à | 1000 N/mm² |
Matière du sous-groupe | Aciers de construction génériques, Aciers de trempe non alliés, Aciers de trempe alliés, Aciers de nitruration, Aciers à outils, Aciers rapides, Fonte, Fonte ductile, Fonte malléable, Aluminium, Alliages d'aluminium, Alliages d'aluminium corroyé, Alliages d'aluminium coulé (<10% silicone), Alliages de magnésium, Cuivre, faiblement allié, Laiton, à copeaux courts, Laiton, à copeaux longs, Bronze, à copeaux courts, Bronze, à copeaux longs, Plastiques, thermodurcissables, Plastiques, thermoplastique, Plastiques, renforcés en fibre d'aramide, Plastiques, renforcés en fibre de verre/carbone |
| Paramètres de coupe pour foret métal HSS DIN 1869 R2 SMART STEP | ||||||||||||
| Pour les diamètres de 4,0-6,0 | ||||||||||||
| Désignation du matériau | Résistance à la traction | A partir du dia. 4,0 | A partir du dia. 5,0 | A partir du dia. 6,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| de | à | de | à | de | à | de | à | |||||
| Aciers de construction génériques | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Aciers non alliés traités thermiquement | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Aciers faiblement alliés traités thermiquement | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Aciers non alliés traités thermiquement | ≤ 1 000 N/mm² | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Aciers faiblement alliés traités thermiquement | ≤ 1 000 N/mm² | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Aciers alliés traités thermiquement | ≤ 1 000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Aciers de nitruration | ≤ 1 000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Aciers à outils | ≤ 1 000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Aciers rapides | ≤ 1 000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Fonte | ≤ 350 HB | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Fonte graphite sphéroïdale et malléable | ≤ 350 HB | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 2786 | 3582 | 0,020 | 2229 | 2866 | 0,025 | 1857 | 2388 | 0,027 |
| Plastiques, duroplastique | 15 | 23 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,025 | 758 | 1162 | 0,027 | |
| Plastiques, thermoplastique | 15 | 23 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,025 | 758 | 1162 | 0,027 | |
| Bois tendre | 21 | 30 | 1672 | 2388 | 0,023 | 1338 | 1910 | 0,028 | 1114 | 1592 | 0,030 | |
| Bois dur | 18 | 27 | 1433 | 2149 | 0,022 | 1146 | 1719 | 0,027 | 955 | 1433 | 0,030 | |
| Légende | |
| vc = vitesse de coupe [m/min] | |
| f = avance [mm/r] | |
| n = vitesse [tr/min] | |
| Les valeurs de coupe suggérées sont des valeurs de référence. Elles doivent être adaptées aux conditions. | |
| Pour les diamètres de 8,0-13,0 | ||||||||||||
| Désignation du matériau | Résistance à la traction | A partir du dia. 8,0 | A partir du dia. 10,0 | A partir du dia. 13,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| de | à | de | à | de | à | de | à | |||||
| Aciers de construction génériques | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Aciers non alliés traités thermiquement | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Aciers faiblement alliés traités thermiquement | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Aciers non alliés traités thermiquement | ≤ 1 000 N/mm² | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Aciers faiblement alliés traités thermiquement | ≤ 1 000 N/mm² | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Aciers alliés traités thermiquement | ≤ 1 000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Aciers de nitruration | ≤ 1 000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Aciers à outils | ≤ 1 000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Aciers rapides | ≤ 1 000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Fonte | ≤ 350 HB | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Fonte graphite sphéroïdale et malléable | ≤ 350 HB | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 1393 | 1791 | 0,03 | 1114 | 1433 | 0,035 | 857 | 1102 | 0,038 |
| Plastiques, duroplastique | 15 | 23 | 597 | 915 | 0,03 | 477 | 732 | 0,035 | 367 | 563 | 0,038 | |
| Plastiques, thermoplastique | 15 | 23 | 597 | 915 | 0,03 | 477 | 732 | 0,035 | 367 | 563 | 0,038 | |
| Bois tendre | 21 | 30 | 836 | 1194 | 0,033 | 668 | 955 | 0,038 | 514 | 734 | 0,041 | |
| Bois dur | 18 | 27 | 716 | 1074 | 0,032 | 573 | 859 | 0,036 | 440 | 661 | 0,038 | |
Choisir la couleur RAL
ATTENTION : Les couleurs que vous voyez à l'écran différent des couleurs réelles!
Vu en dernier

Goupille cylindrique DIN 7 h8 acier brut DIN 7, acier brut (9 SMnPb 28 k ou St 50 K), non trempé, classe de tolérance h8

Boulon hexagonal à filetage total ISO 4017 acier zingué 8.8 passivation par film épais (ZSML)

Vis à bois pour construction bois ASSY® 4 CSMP ZiNi Acier zingué nickelé, filetage partiel, tête fraisée autofraisante à facettes

Vis à tête fraisée bombée PZ DIN 966 inox A2 brut

Système verr W6RK à cylindre à bouton

Goupille élastique ISO 8752 fendue série lourde acier ressort

Tournevis PZ à pointe laser avec tige hexagonale

Taraud à main, taraud finisseur Ruko Taraud à main HSS DIN 352 Whitworth BSW taraud finisseur

Racloir à glace imprimé avec bord en caoutchouc

Rivet aveugle ISO 15979 tête plate acier/acier ISO 15979, tête bombée, acier/acier