

















Foret métal Long HSS DIN 1869 R2 SMART STEP
Foret métal HSS DIN 1869 R2 SMART STEP
DRL-TWST-MET-DIN1869-HSS-SMARTSTEP-D8,5
Art. N° 0624950850
EAN 4065746542852






Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
Le premier foret hélicoïdal extra-long avec géométrie de pointe de foret étagé
Trous circulaires précis sans pointer
Jusqu'à 100 % plus rapide que le foret métal HSS extra-long classique
Perçage extrêmement confortable
- Elimine le pré-perçage nécessaire malgré la conception extra-longue, perçage précis
- Empêche l'outil de se décentrer, même en cas de perçage particulièrement profond
- Perçage nettement plus facile par rapport aux forets hélicoïdaux extra-longs classiques
- Alésage simple ou agrandissement d'un trou de perçage existant
Tige à 3 méplats
- Aucune rotation dans le mandrin, ce qui permet un travail plus rapide et plus agréable
- Transmission de puissance optimale
- Protège le mandrin contre les dommages
- Efforts minimums pour desserrer et serrer le mandrin
Emballage du produit entièrement fabriqué en PCR (plastique recyclé à partir de déchets ménagers) et 100 % recyclable
Disponible exclusivement chez Würth
Pour les trous borgnes, noter la longue pointe de perçage (voir dimension l3) !
Fiches de données de sécurité(X)

- Idéal pour le perçage de matériaux composites à parois minces, p. ex. pour la construction de fenêtres (profils en plastique avec noyau en acier)
- Haute qualité des trous de perçage et durée de vie considérablement plus longue par rapport aux forets à bois classiques.
- Idéal pour les visseuses sans fil ainsi que pour les perceuses portatives et à colonne
- Universel: adapté aux surfaces lisses, arrondies et irrégulières
Pour une progression optimale du forage et pour éviter tout blocage, utiliser des "cycles de burinage" pour les profondeurs de forage importantes.
 | |
Convient pour type de machine | Perceuse, Visseuses sans fil, Perceuse sur socle |
Convient pour les matériaux | Acier, Fonte, Métal non ferreux, Bois, Bois dur |
Qualité | ZEBRA-Premium |
Profondeur de perçage/standard | DIN 1869 / 25xD |
Design | Trop long |
Diamètre (Ø) | 8,5 mm |
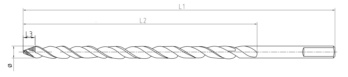
Longueur (l1) | 305 mm |
Longueur de goujure (l2) | 210 mm |
Longueur de la pointe du foret (l3) | 7,6 mm |
Diamètre de la tige | 8,5 mm |
Forme de tige | Tige 3-faces |
Finition | Amélioré |
Matière de coupe | Acier rapide HSS |
Durée de vie (système de points) | 3 of 4 points |
Vitesse de forage (système de points) | 4 of 4 points |
Qualité de l'alésage (système de points) ( ) | 4 of 4 points |
Polyvalence (système de points) | 3 of 4 points |
Comportement de forage (système de points) | 4 of 4 points |
Convient pour perceuse (système de points) | 4 sur 4points |
Convient pour perceuses sans fil (système de points) | 4 of 4 points |
Convient pour perceuse verticale (système de points) | 4 of 4 points |
Centrage automatique | Oui |
Adapté à la résistance à la traction jusqu'à | 1000 N/mm² |
Matière du sous-groupe | Aciers de construction génériques, Aciers de trempe non alliés, Aciers de trempe alliés, Aciers de nitruration, Aciers à outils, Aciers rapides, Fonte, Fonte ductile, Fonte malléable, Aluminium, Alliages d'aluminium, Alliages d'aluminium corroyé, Alliages d'aluminium coulé (<10% silicone), Alliages de magnésium, Cuivre, faiblement allié, Laiton, à copeaux courts, Laiton, à copeaux longs, Bronze, à copeaux courts, Bronze, à copeaux longs, Plastiques, thermodurcissables, Plastiques, thermoplastique, Plastiques, renforcés en fibre d'aramide, Plastiques, renforcés en fibre de verre/carbone |
| Paramètres de coupe pour foret métal HSS DIN 1869 R2 SMART STEP | ||||||||||||
| Pour les diamètres de 4,0-6,0 | ||||||||||||
| Désignation du matériau | Résistance à la traction | A partir du dia. 4,0 | A partir du dia. 5,0 | A partir du dia. 6,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| de | à | de | à | de | à | de | à | |||||
| Aciers de construction génériques | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Aciers non alliés traités thermiquement | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Aciers faiblement alliés traités thermiquement | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| Aciers non alliés traités thermiquement | ≤ 1 000 N/mm² | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Aciers faiblement alliés traités thermiquement | ≤ 1 000 N/mm² | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Aciers alliés traités thermiquement | ≤ 1 000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Aciers de nitruration | ≤ 1 000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Aciers à outils | ≤ 1 000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Aciers rapides | ≤ 1 000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| Fonte | ≤ 350 HB | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Fonte graphite sphéroïdale et malléable | ≤ 350 HB | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 2786 | 3582 | 0,020 | 2229 | 2866 | 0,025 | 1857 | 2388 | 0,027 |
| Plastiques, duroplastique | 15 | 23 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,025 | 758 | 1162 | 0,027 | |
| Plastiques, thermoplastique | 15 | 23 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,025 | 758 | 1162 | 0,027 | |
| Bois tendre | 21 | 30 | 1672 | 2388 | 0,023 | 1338 | 1910 | 0,028 | 1114 | 1592 | 0,030 | |
| Bois dur | 18 | 27 | 1433 | 2149 | 0,022 | 1146 | 1719 | 0,027 | 955 | 1433 | 0,030 | |
| Légende | |
| vc = vitesse de coupe [m/min] | |
| f = avance [mm/r] | |
| n = vitesse [tr/min] | |
| Les valeurs de coupe suggérées sont des valeurs de référence. Elles doivent être adaptées aux conditions. | |
| Pour les diamètres de 8,0-13,0 | ||||||||||||
| Désignation du matériau | Résistance à la traction | A partir du dia. 8,0 | A partir du dia. 10,0 | A partir du dia. 13,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| de | à | de | à | de | à | de | à | |||||
| Aciers de construction génériques | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Aciers non alliés traités thermiquement | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Aciers faiblement alliés traités thermiquement | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| Aciers non alliés traités thermiquement | ≤ 1 000 N/mm² | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Aciers faiblement alliés traités thermiquement | ≤ 1 000 N/mm² | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Aciers alliés traités thermiquement | ≤ 1 000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Aciers de nitruration | ≤ 1 000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Aciers à outils | ≤ 1 000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Aciers rapides | ≤ 1 000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| Fonte | ≤ 350 HB | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Fonte graphite sphéroïdale et malléable | ≤ 350 HB | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| Aluminium | ≤ 600 N/mm² | 35 | 45 | 1393 | 1791 | 0,03 | 1114 | 1433 | 0,035 | 857 | 1102 | 0,038 |
| Plastiques, duroplastique | 15 | 23 | 597 | 915 | 0,03 | 477 | 732 | 0,035 | 367 | 563 | 0,038 | |
| Plastiques, thermoplastique | 15 | 23 | 597 | 915 | 0,03 | 477 | 732 | 0,035 | 367 | 563 | 0,038 | |
| Bois tendre | 21 | 30 | 836 | 1194 | 0,033 | 668 | 955 | 0,038 | 514 | 734 | 0,041 | |
| Bois dur | 18 | 27 | 716 | 1074 | 0,032 | 573 | 859 | 0,036 | 440 | 661 | 0,038 | |
Choisir la couleur RAL
ATTENTION : Les couleurs que vous voyez à l'écran différent des couleurs réelles!
Vu en dernier

Assortiment de douilles 1/4 et 3/8 pouce

Sweatshirt Nitras MotionTexLight 7015 Schwabenhaus

ASME B18.16.6 zinc plated GRA steel UNF

Ecrou hexagonal, forme haute avec pièce de serrage (insert non métallique) DIN 982, acier 8, zingué bleu (A2K)

Vis à tête hexagonale avec filetage jusqu'à la tête ISO 4017, acier inoxydable A2-70, brut

Système de verrouillage DPS

ISO 4014 acier 25CrMo4 non allié

Deburring tool for pipe cutter 15-108

ISO2341 formeB acier inoxydable A2 non allié

Joint sanitaire USIT® et rondelle plate 70 EPDM 253815 - blanc