





Foret métal en carbure, DIN 6537K
Foret métal SD DIN 6537K type N TiAlN-S Uni
Art. N° 5443000663
EAN 4055375904534



















Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
Fiches de données de sécurité(X)

 | |
Référence du produit | 6727 |
Convient pour les matériaux | Acier, Fonte, Acier inoxydable, Cuivre, Laiton, Aluminium, Plastique |
Normes | DIN 6537 |
Design | Court |
Finition | TiAlN-S |
Profondeur de perçage max. (D) | 3xD |
Matière de coupe | C |
Nombre de chanfreins de guidage | 2 PCS |
Angle de pointe | 140 Degré |
Nombre d'arêtes de coupe | 2 PCS |
Alimentation en liquide de refroidissement | Externe |
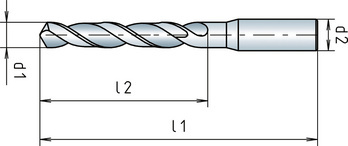
Diamètre (d1) | 18,2 mm |
Forme de tige | Cylindrique DIN 6535-HA |
Longueur (l1) | 131 mm |
Longueur de goujure (l2) | 79 mm |
Tolérance de diamètre d'arête de coupe | h7 |
Diamètre de la tige (d2) | 20 mm |
Tolérance de diamètre de tige | h6 |
Matière du sous-groupe | Aciers de construction génériques, Aciers trempés non alliés < 1 000 N/mm², Aciers trempés alliés < 1 000 N/mm², Aciers nitrurés < 1 300 N/mm², Fonte grise, Fonte malléable, Aciers inoxydables < 850 N/mm², Aciers inoxydables > 850 N/mm², Cuivre, Laiton, Aluminium, Plastiques |
| Valeurs de coupe pour perceuse haute performance en carbure Speeddrill, 3xd1 sans refroidissement interne | |||||||
| Pour dia. 1 à dia. 8,9 | |||||||
| Désignation du matériau | Résistance à la traction | Refroidissement | vc | f | |||
| Dia. 1 à dia. 1,9 | Dia. 2 à dia. 2,9 | Dia. 3 à dia. 5,9 | Dia. 6 à dia. 8,9 | ||||
| Aciers de construction génériques | < 500 N/mm² | E | 105 | 0,06 | 0,09 | 0,16 | 0,22 |
| 500-850 N/mm² | E | 90 | 0,06 | 0,09 | 0,16 | 0,22 | |
| Aciers d'usinage | < 850 N/mm² | E | 105 | 0,06 | 0,09 | 0,16 | 0,22 |
| 850-1000 N/mm² | E | 90 | 0,06 | 0,09 | 0,16 | 0,22 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | E | 85 | 0,05 | 0,08 | 0,15 | 0,21 |
| 700-850 N/mm² | E | 85 | 0,05 | 0,08 | 0,15 | 0,21 | |
| 850-1000 N/mm² | E | 85 | 0,03 | 0,05 | 0,08 | 0,12 | |
| Acier allié traité thermiquement allié | 850-1000 N/mm² | E | 85 | 0,03 | 0,05 | 0,08 | 0,12 |
| 1000-1200 N/mm² | E | 80 | 0,03 | 0,05 | 0,08 | 0,12 | |
| Aciers cémentés non alliés | < 750 N/mm² | E | 100 | 0,06 | 0,09 | 0,16 | 0,22 |
| Aciers cémentés alliés | < 1000 N/mm² | E | 90 | 0,06 | 0,09 | 0,16 | 0,22 |
| 1000-1200 N/mm² | E | 85 | 0,05 | 0,08 | 0,15 | 0,21 | |
| Aciers de nitruration | < 1000 N/mm² | E | 85 | 0,03 | 0,05 | 0,08 | 0,12 |
| 1000-1200 N/mm² | E | 85 | 0,03 | 0,05 | 0,08 | 0,12 | |
| Aciers à outils | < 850 N/mm² | E | 65 | 0,03 | 0,05 | 0,08 | 0,12 |
| 850-1100 N/mm² | E | 55 | 0,03 | 0,05 | 0,08 | 0,12 | |
| Aciers à ressort | < 1200 N/mm² | E | 45 | 0,03 | 0,05 | 0,08 | 0,12 |
| Fonte | < 180 HB | T/E | 120 | 0,08 | 0,13 | 0,20 | 0,25 |
| > 180 HB | T/E | 100 | 0,08 | 0,13 | 0,20 | 0,25 | |
| Fonte graphite sphéroïdale malléable | > 180 HB | E | 100 | 0,05 | 0,08 | 0,13 | 0,18 |
| > 260 HB | E | 95 | 0,05 | 0,08 | 0,13 | 0,18 | |
| Légende |
| T = sec |
| E = émulsion |
| vc = vitesse de coupe [m/min] |
| f = avance [mm/r] |
| Les valeurs de coupe suggérées sont des valeurs de référence. Elles doivent être adaptées aux conditions. |
| Valeurs de coupe pour perceuse haute performance en carbure Speeddrill, 3xd1 sans refroidissement interne | ||||||
| Pour dia. 9 à dia. 20 | ||||||
| Désignation du matériau | Résistance à la traction | Refroidissement | vc | f | ||
| Dia. 9 à dia. 11,9 | Dia. 12 à dia. 15,9 | Dia. 16 à dia. 20 | ||||
| Aciers de construction génériques | < 500 N/mm² | E | 105 | 0,28 | 0,34 | 0,40 |
| 500-850 N/mm² | E | 90 | 0,28 | 0,34 | 0,40 | |
| Aciers d'usinage | < 850 N/mm² | E | 105 | 0,28 | 0,34 | 0,40 |
| 850-1000 N/mm² | E | 90 | 0,28 | 0,34 | 0,40 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | E | 85 | 0,27 | 0,32 | 0,38 |
| 700-850 N/mm² | E | 85 | 0,27 | 0,32 | 0,38 | |
| 850-1000 N/mm² | E | 85 | 0,15 | 0,20 | 0,26 | |
| Acier allié traité thermiquement allié | 850-1000 N/mm² | E | 85 | 0,15 | 0,20 | 0,26 |
| 1000-1200 N/mm² | E | 80 | 0,15 | 0,20 | 0,26 | |
| Aciers cémentés non alliés | < 750 N/mm² | E | 100 | 0,28 | 0,34 | 0,40 |
| Aciers cémentés alliés | < 1000 N/mm² | E | 90 | 0,28 | 0,34 | 0,40 |
| 1000-1200 N/mm² | E | 85 | 0,27 | 0,32 | 0,38 | |
| Aciers de nitruration | < 1000 N/mm² | E | 85 | 0,15 | 0,20 | 0,26 |
| 1000-1200 N/mm² | E | 85 | 0,15 | 0,20 | 0,26 | |
| Aciers à outils | < 850 N/mm² | E | 65 | 0,15 | 0,20 | 0,26 |
| 850-1100 N/mm² | E | 55 | 0,15 | 0,20 | 0,26 | |
| Aciers à ressort | < 1200 N/mm² | E | 45 | 0,15 | 0,20 | 0,26 |
| Fonte | < 180 HB | T/E | 120 | 0,35 | 0,40 | 0,46 |
| > 180 HB | T/E | 100 | 0,35 | 0,40 | 0,46 | |
| Fonte graphite sphéroïdale malléable | > 180 HB | E | 100 | 0,23 | 0,30 | 0,36 |
| > 260 HB | E | 95 | 0,23 | 0,30 | 0,36 | |
Vu en dernier

Flexible protection matériau non tissé FLEXEN®

Gant de mécanicien, Ansell Hyflex 11-947

Twist drill HSCo-PM DIN 1897 3xD type Forte TiAlN

Capuchon pour vis à tête percée

Work shorts Planam Plaline

Vis à tête cylindrique à fente DIN 84 acier 4.8 zingué (A2K)

Grille de ventilation aluminium 60 m

Vis à six pans creux à tête cylindrique - ISO 4762 inox A4 Avec douille six pans

Rondelle plate sans chanfrein ISO 7089 acier 200 HV zinc lamellaire argent (ZFSH)

Pantalon de travail Kübler ACTIVIQ9799