





Foret métal en carbure, DIN 6537K
Foret métal SD DIN 6537K type N TiAlN-S Uni
Art. N° 5443000867
EAN 4055375903766



















Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
Fiches de données de sécurité(X)

 | |
Référence du produit | 6727 |
Convient pour les matériaux | Acier, Fonte, Acier inoxydable, Cuivre, Laiton, Aluminium, Plastique |
Normes | DIN 6537 |
Design | Court |
Finition | TiAlN-S |
Profondeur de perçage max. (D) | 3xD |
Matière de coupe | C |
Nombre de chanfreins de guidage | 2 PCS |
Angle de pointe | 140 Degré |
Nombre d'arêtes de coupe | 2 PCS |
Alimentation en liquide de refroidissement | Externe |
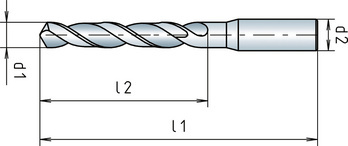
Diamètre (d1) | 15,8 mm |
Forme de tige | Cylindrique DIN 6535-HB |
Longueur (l1) | 115 mm |
Longueur de goujure (l2) | 65 mm |
Tolérance de diamètre d'arête de coupe | h7 |
Diamètre de la tige (d2) | 16 mm |
Tolérance de diamètre de tige | h6 |
Matière du sous-groupe | Aciers de construction génériques, Aciers trempés non alliés < 1 000 N/mm², Aciers trempés alliés < 1 000 N/mm², Aciers nitrurés < 1 300 N/mm², Fonte grise, Fonte malléable, Aciers inoxydables < 850 N/mm², Aciers inoxydables > 850 N/mm², Cuivre, Laiton, Aluminium, Plastiques |
| Valeurs de coupe pour perceuse haute performance en carbure Speeddrill, 3xd1 sans refroidissement interne | |||||||
| Pour dia. 1 à dia. 8,9 | |||||||
| Désignation du matériau | Résistance à la traction | Refroidissement | vc | f | |||
| Dia. 1 à dia. 1,9 | Dia. 2 à dia. 2,9 | Dia. 3 à dia. 5,9 | Dia. 6 à dia. 8,9 | ||||
| Aciers de construction génériques | < 500 N/mm² | E | 105 | 0,06 | 0,09 | 0,16 | 0,22 |
| 500-850 N/mm² | E | 90 | 0,06 | 0,09 | 0,16 | 0,22 | |
| Aciers d'usinage | < 850 N/mm² | E | 105 | 0,06 | 0,09 | 0,16 | 0,22 |
| 850-1000 N/mm² | E | 90 | 0,06 | 0,09 | 0,16 | 0,22 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | E | 85 | 0,05 | 0,08 | 0,15 | 0,21 |
| 700-850 N/mm² | E | 85 | 0,05 | 0,08 | 0,15 | 0,21 | |
| 850-1000 N/mm² | E | 85 | 0,03 | 0,05 | 0,08 | 0,12 | |
| Acier allié traité thermiquement allié | 850-1000 N/mm² | E | 85 | 0,03 | 0,05 | 0,08 | 0,12 |
| 1000-1200 N/mm² | E | 80 | 0,03 | 0,05 | 0,08 | 0,12 | |
| Aciers cémentés non alliés | < 750 N/mm² | E | 100 | 0,06 | 0,09 | 0,16 | 0,22 |
| Aciers cémentés alliés | < 1000 N/mm² | E | 90 | 0,06 | 0,09 | 0,16 | 0,22 |
| 1000-1200 N/mm² | E | 85 | 0,05 | 0,08 | 0,15 | 0,21 | |
| Aciers de nitruration | < 1000 N/mm² | E | 85 | 0,03 | 0,05 | 0,08 | 0,12 |
| 1000-1200 N/mm² | E | 85 | 0,03 | 0,05 | 0,08 | 0,12 | |
| Aciers à outils | < 850 N/mm² | E | 65 | 0,03 | 0,05 | 0,08 | 0,12 |
| 850-1100 N/mm² | E | 55 | 0,03 | 0,05 | 0,08 | 0,12 | |
| Aciers à ressort | < 1200 N/mm² | E | 45 | 0,03 | 0,05 | 0,08 | 0,12 |
| Fonte | < 180 HB | T/E | 120 | 0,08 | 0,13 | 0,20 | 0,25 |
| > 180 HB | T/E | 100 | 0,08 | 0,13 | 0,20 | 0,25 | |
| Fonte graphite sphéroïdale malléable | > 180 HB | E | 100 | 0,05 | 0,08 | 0,13 | 0,18 |
| > 260 HB | E | 95 | 0,05 | 0,08 | 0,13 | 0,18 | |
| Légende |
| T = sec |
| E = émulsion |
| vc = vitesse de coupe [m/min] |
| f = avance [mm/r] |
| Les valeurs de coupe suggérées sont des valeurs de référence. Elles doivent être adaptées aux conditions. |
| Valeurs de coupe pour perceuse haute performance en carbure Speeddrill, 3xd1 sans refroidissement interne | ||||||
| Pour dia. 9 à dia. 20 | ||||||
| Désignation du matériau | Résistance à la traction | Refroidissement | vc | f | ||
| Dia. 9 à dia. 11,9 | Dia. 12 à dia. 15,9 | Dia. 16 à dia. 20 | ||||
| Aciers de construction génériques | < 500 N/mm² | E | 105 | 0,28 | 0,34 | 0,40 |
| 500-850 N/mm² | E | 90 | 0,28 | 0,34 | 0,40 | |
| Aciers d'usinage | < 850 N/mm² | E | 105 | 0,28 | 0,34 | 0,40 |
| 850-1000 N/mm² | E | 90 | 0,28 | 0,34 | 0,40 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | E | 85 | 0,27 | 0,32 | 0,38 |
| 700-850 N/mm² | E | 85 | 0,27 | 0,32 | 0,38 | |
| 850-1000 N/mm² | E | 85 | 0,15 | 0,20 | 0,26 | |
| Acier allié traité thermiquement allié | 850-1000 N/mm² | E | 85 | 0,15 | 0,20 | 0,26 |
| 1000-1200 N/mm² | E | 80 | 0,15 | 0,20 | 0,26 | |
| Aciers cémentés non alliés | < 750 N/mm² | E | 100 | 0,28 | 0,34 | 0,40 |
| Aciers cémentés alliés | < 1000 N/mm² | E | 90 | 0,28 | 0,34 | 0,40 |
| 1000-1200 N/mm² | E | 85 | 0,27 | 0,32 | 0,38 | |
| Aciers de nitruration | < 1000 N/mm² | E | 85 | 0,15 | 0,20 | 0,26 |
| 1000-1200 N/mm² | E | 85 | 0,15 | 0,20 | 0,26 | |
| Aciers à outils | < 850 N/mm² | E | 65 | 0,15 | 0,20 | 0,26 |
| 850-1100 N/mm² | E | 55 | 0,15 | 0,20 | 0,26 | |
| Aciers à ressort | < 1200 N/mm² | E | 45 | 0,15 | 0,20 | 0,26 |
| Fonte | < 180 HB | T/E | 120 | 0,35 | 0,40 | 0,46 |
| > 180 HB | T/E | 100 | 0,35 | 0,40 | 0,46 | |
| Fonte graphite sphéroïdale malléable | > 180 HB | E | 100 | 0,23 | 0,30 | 0,36 |
| > 260 HB | E | 95 | 0,23 | 0,30 | 0,36 | |
Vu en dernier

Safety boots S2 Steitz VD 3820 SST

Chaussettes pour diabétiques

Goupille cylindrique ISO 2338 m6 inox A4 ISO 2338 M6 A4 acier inoxydable, brut

Disque de papier abrasif sec Mirka Gold

Foret métal HSCo DIN 340 type RN OXIDE

Premium270 EN10242 M2 fonte malléable non alliée

Safety shoe S3 Steitz VD 3500 SST SF

Joint torique, impérial NBR 70

Foret hélicoïdal, métal Ruko DIN 338 type VA HSCo doré

Safety boot S3 Big Runnex Teamstar 5308