





Fräser VHM SPEEDCUT Aluminium XL HB, Dreischneider
Fräser SC Alu WN-XL Z3 3xD/2xD W 34-38° HB
FRS-VHM-SP-WN-AL-EL-HB-D12,0MM




















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7920 |
Zu bearbeitender Werkstoff | Kupfer, Messing, Aluminium, Kunststoff |
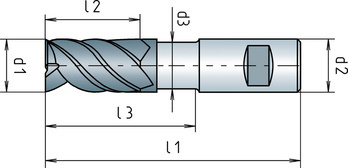
Durchmesser (d1) | 12 mm |
Schaftdurchmesser (d2) | 12 mm |
Freistellungsdurchmesser (d3) | 11.5 mm |
Normen | WN |
Baulänge | Extra lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | W |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 34-38° |
Länge (l1) | 95 mm |
Schneidenlänge (l2) | 26 mm |
Freistellungslänge (l3) | 50 mm |
Anzahl Schneiden (Z) | 3 STK |
Eckenfase | 0.15 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für Schlichten-Kontur | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,120 | 0,144 | 0,180 | 0,228 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,090 | 0,108 | 0,132 | 0,168 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,090 | 0,108 | 0,132 | 0,168 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,090 | 0,108 | 0,132 | 0,168 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,090 | 0,108 | 0,132 | 0,168 |
| 650-850 N/mm² | E | 170 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,090 | 0,108 | 0,132 | 0,168 |
| 850-1200 N/mm² | E | 145 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Schnittwerte für Schlichten-Kontur | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 580 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 530 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 290 | 0,048 | 0,050 | 0,052 | 0,055 | 0,084 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 160 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Messing, kurzspanend | < 600 N/mm² | E | 290 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Messing, langspanend | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Bronze, kurzspanend | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| 650-850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | |
| Bronze, langspanend | < 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| 850-1200 N/mm² | E | 145 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 3 - Ø 8 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,032 | 0,036 | 0,041 | 0,046 | 0,070 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| 650-850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| 850-1200 N/mm² | E | 120 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schruppen-Kontur | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 500 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 475 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,100 | 0,120 | 0,150 | 0,190 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 |
| Messing, kurzspanend | < 600 N/mm² | E | 250 | 0,075 | 0,090 | 0,110 | 0,140 |
| Messing, langspanend | < 600 N/mm² | E | 175 | 0,075 | 0,090 | 0,110 | 0,140 |
| Bronze, kurzspanend | < 600 N/mm² | E | 175 | 0,075 | 0,090 | 0,110 | 0,140 |
| 650-850 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 | |
| Bronze, langspanend | < 850 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 |
| 850-1200 N/mm² | E | 120 | 0,075 | 0,090 | 0,110 | 0,140 | |
Zuletzt angesehen

Steckschlüssel-Satz für NOX- und Partikelsensoren SW22-24 mm 4-teilig

Arbeitsweste

ABS Anschlagpunkt Lock X SR Beton

Kotflügelscheibe nach DIN 522, Edelstahl A4 blank

Arbeitspoloshirt Hakro 816 MIKRALINAR®

Splint ISO 1234 Edelstahl A2

Gerade Einschraubverschraubung ISO 8434-1, Stahl Zink-Nickel, BSPP Außengewinde mit metallischer Dichtkante Form B

Arbeitsmantel

Profil-Knaufzylinder Akura 44

SHR-6KT-GR5-(ZNT)-1/4_20X1 1/4