





Fräser VHM SPEEDCUT Ultra HRC XL HA
Fräser SC Ultra HRC WN 3xD/3xD 50° TiAlN-S HA
FRS-VHM-SP-WNXL-HS-EL-TNS-HA-D16,0MM


















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7287 |
Zu bearbeitender Werkstoff | Guss, Harter und zäher Werkstoff |
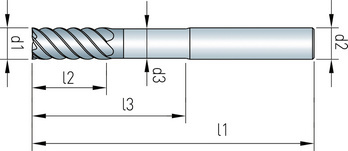
Durchmesser (d1) | 16 mm |
Schaftdurchmesser (d2) | 16 mm |
Normen | WN |
Baulänge | Extra lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | H |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 50° |
Länge (l1) | 105 mm |
Schneidenlänge (l2) | 50 mm |
Anzahl Schneiden (Z) | 8 STK |
Eckenfase | 0.10 mm |
Toleranz Schneidendurchmesser | e8 |
Toleranz Schaftdurchmesser | h5 |
Werkstoffuntergruppe | Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Stähle > 45 HRC |
| Schnittwerte für Schlichten-Kontur | ||||||
| Für Ø 12 - Ø 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 12 | Ø 16 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 330 | 0,065 | 0,080 | 0,100 |
| 500-850 N/mm² | L + E | 260 | 0,065 | 0,075 | 0,090 | |
| Automatenstähle | < 850 N/mm² | L + E | 260 | 0,060 | 0,075 | 0,090 |
| 850-1000 N/mm² | L + E | 255 | 0,050 | 0,065 | 0,080 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 290 | 0,065 | 0,075 | 0,090 |
| 700-850 N/mm² | L + E | 260 | 0,060 | 0,075 | 0,090 | |
| 850-1000 N/mm² | L + E | 255 | 0,050 | 0,065 | 0,080 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 240 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 210 | 0,050 | 0,060 | 0,075 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 330 | 0,065 | 0,080 | 0,100 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 255 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 210 | 0,050 | 0,060 | 0,075 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 255 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 210 | 0,050 | 0,060 | 0,075 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 265 | 0,050 | 0,065 | 0,080 |
| 850-1100 N/mm² | L + E | 255 | 0,050 | 0,060 | 0,075 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 145 | 0,050 | 0,060 | 0,075 |
| Federstähle | < 1200 N/mm² | L + E | 145 | 0,050 | 0,060 | 0,075 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 175 | 0,055 | 0,065 | 0,080 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 155 | 0,050 | 0,060 | 0,075 |
| < 850 N/mm² | E | 145 | 0,050 | 0,060 | 0,075 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 130 | 0,050 | 0,060 | 0,075 |
| Sonderlegierungen | < 1200 N/mm² | E | 100 | 0,045 | 0,055 | 0,065 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 100 | 0,050 | 0,060 | 0,075 |
| Gusseisen | < 180 HB | - | 225 | 0,080 | 0,095 | 0,115 |
| < 180 HB | - | 145 | 0,075 | 0,090 | 0,110 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 175 | 0,080 | 0,095 | 0,115 |
| > 260 HB | E | 145 | 0,075 | 0,090 | 0,110 | |
| Legende | ||
| T= Trocken | ae = 0,02xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
Zuletzt angesehen

Winkelrohrkabelschuh 90° Handelsüblich (DIN-ähnlich)

Sechskant-Blechschraube DIN 7976, Edelstahl A2, blank, Form C (mit Spitze)

Arbeitsjacke Hakro Damen Strickfleecejacke 236

Halbmondring Stahl blank

Linsenschraube mit Kreuzschlitz H DIN 7985, Edelstahl A2, blank

Saugbohrer Plus D

Steckverbinder Holz/Holz

Gewindestange DIN 976-1 (Form A) mit metrischem ISO-Regelgewinde, Stahl 4.8, verzinkt blau passiviert (A2K)

ELMO® AP-Feuchtraum Schutzkontakt-Steckdose mit Zahlenschloss

Stabdübel