










Fraise TWINDUR EU SC 90° DIN 335C
Fraise conique EU carbure Twinpur
Art. N° 5443120025
EAN 4058794441581





Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
Pas extrêmement irrégulier
- Qualité de surface optimale : découpes précises, rondes et sans broutage
- Traitement plus rapide grâce à des vitesses de coupe plus élevées
- Usure de l'outil considérablement réduite
- Fonctionnement extrêmement silencieux pour tous les matériaux
- Poussée requise considérablement réduite
Carbure
- Spécialement conçu pour une utilisation dans les machines CNC pour une fabrication fiable et standardisée
- Grande longévité et vitesse de coupe élevée
Usage universel
Traitement de presque tous les matériaux grâce à une géométrie de pointe spéciale et au matériau de coupe en carbure.
Performances de coupe élevées
grâce à un revêtement multicouche spécial
Voir les tableaux récapitulatifs pour connaître les correspondances fraise/matériau
Fiches de données de sécurité(X)

 | |
Convient pour les matériaux | Acier, Fonte, Acier inoxydable, Titane, Alliage spécial, Matériau dur et résistant, Métal non ferreux, Plastique |
Qualité | ZEBRA-Premium |
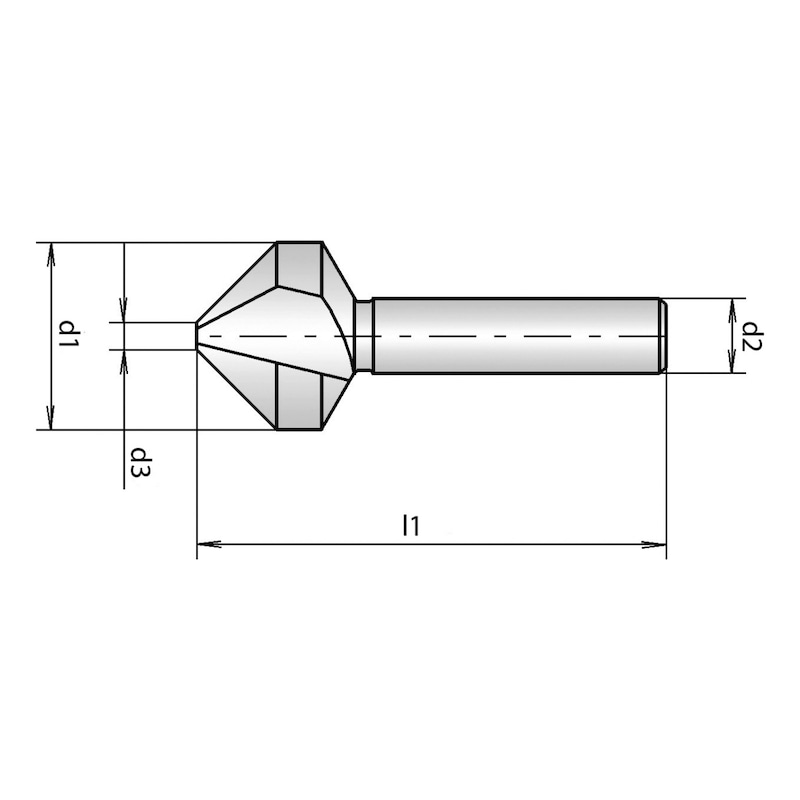
Diamètre de fraise (d1) | 25,0 mm |
Diamètre de la tige (d2) | 10 mm |
Diamètre de pointe (d3) | 3,8 mm |
Convient pour vis | M12 |
Longueur (l1) | 67 mm |
Nombre d'arêtes de coupe (Z) | 3 PCS |
Normes | DIN 335 |
Forme | C |
Matière de coupe | C |
Angle de fraise | 90 Degré |
Finition | TWINDUR |
Forme de tige | Cylindrique |
Convient pour perceuses sans fil (système de points) | 1 of 4 points |
Convient pour perceuse (système de points) | 1 of 4 points |
Convient pour perceuse verticale (système de points) | 3 of 4 points |
Convient pour centre de fraisage perçage (système de points) | 4 of 4 points |
Durée de vie (système de points) | 4 of 4 points |
Vitesse de fraisage (système de points) | 4 of 4 points |
Qualité de fraisage (système de points) | 4 of 4 points |
Polyvalence (système de points) | 4 of 4 points |
Comportement de fraisage (système de points) | 4 of 4 points |
Tolérance de diamètre d'arête de coupe | z9 |
Tolérance de diamètre de tige | h9 |
Matière du sous-groupe | Aciers de construction génériques, Aciers de trempe non alliés, Aciers de trempe alliés, Aciers de nitruration, Aciers à outils, Aciers rapides, Fonte, Fonte ductile, Fonte malléable, Fonte blanche, Aciers inoxydables, sulphurés, Aciers inoxydables, austénitiques, Aciers inoxydables, martensites, Titane, Alliages de titane, Alliages spéciaux, Hardox, Acier ressort, Alliages d'aluminium, Alliages d'aluminium corroyé, Alliages d'aluminium coulé (<10% silicone), Alliages d'aluminium coulé (<10% silicone), Alliages de magnésium, Cuivre, Laiton, à copeaux courts, Laiton, à copeaux longs, Bronze, à copeaux courts, Bronze, à copeaux longs, Plastiques, thermodurcissables, Plastiques, thermoplastique, Plastiques, renforcés en fibre d'aramide, Plastiques, renforcés en fibre de verre/carbone |
| Données de coupe | ||||||
| Pour les diamètres de 6,3-12,4 | ||||||
| Désignation du matériau | Résistance à la traction | vc | f | |||
| Dia. 6,3 | Dia. 8,3 | Dia. 10,4 | Dia. 12,4 | |||
| Aciers de construction génériques | ≤ 500 N/mm² | 70 | 0,108 | 0,135 | 0,135 | 0,162 |
| ≤ 1 000 N/mm² | 65 | 0,108 | 0,135 | 0,135 | 0,162 | |
| Aciers non alliés traités thermiquement | ≤ 700 N/mm² | 65 | 0,108 | 0,135 | 0,135 | 0,162 |
| ≤ 850 N/mm² | 65 | 0,108 | 0,135 | 0,135 | 0,162 | |
| ≤ 1 000 N/mm² | 55 | 0,081 | 0,108 | 0,108 | 0,135 | |
| Aciers alliés traités thermiquement | ≤ 1 000 N/mm² | 55 | 0,081 | 0,108 | 0,108 | 0,135 |
| ≤ 1 400 N/mm² | 40 | 0,081 | 0,108 | 0,108 | 0,135 | |
| Aciers de nitruration | ≤ 1 000 N/mm² | 55 | 0,081 | 0,108 | 0,108 | 0,135 |
| ≤ 1 400 N/mm² | 40 | 0,081 | 0,108 | 0,108 | 0,135 | |
| Aciers à outils | ≤ 850 N/mm² | 55 | 0,081 | 0,108 | 0,108 | 0,135 |
| ≤ 1 400 N/mm² | 40 | 0,054 | 0,081 | 0,081 | 0,108 | |
| Aciers rapides | ≤ 1 400 N/mm² | 40 | 0,054 | 0,081 | 0,081 | 0,108 |
| Fonte | ≤ 240 HB | 50 | 0,135 | 0,162 | 0,189 | 0,216 |
| ≤ 350 HB | 45 | 0,135 | 0,162 | 0,189 | 0,216 | |
| Fonte graphite sphéroïdale et malléable | ≤ 240 HB | 45 | 0,135 | 0,162 | 0,189 | 0,216 |
| ≤ 350 HB | 40 | 0,135 | 0,162 | 0,189 | 0,216 | |
| Fonte dure | ≤ 350 HB | 35 | 0,081 | 0,108 | 0,108 | 0,135 |
| Aciers inoxydables, sulphurés | ≤ 900 N/mm² | 30 | 0,068 | 0,081 | 0,081 | 0,095 |
| Aciers inoxydables, austénitiques | ≤ 1 100 N/mm² | 25 | 0,068 | 0,081 | 0,081 | 0,095 |
| Aciers inoxydables, martensitiques | ≤ 1 200 N/mm² | 25 | 0,068 | 0,081 | 0,081 | 0,095 |
| Titane et alliages de titane | ≤ 850 N/mm² | 20 | 0,054 | 0,081 | 0,081 | 0,108 |
| ≤ 1 400 N/mm² | 20 | 0,054 | 0,081 | 0,081 | 0,108 | |
| Alliages spéciaux | ≤ 1 600 N/mm² | 15 | 0,068 | 0,081 | 0,081 | 0,095 |
| Hardox | Hardox 400–500, XAR 320, XAR 400 | 10 | 0,068 | 0,081 | 0,081 | 0,095 |
| Aciers à ressort | ≤ 350 HB | 20 | 0,068 | 0,081 | 0,081 | 0,095 |
| Aluminium et alliages d'aluminium | ≤ 400 N/mm² | 160 | 0,135 | 0,162 | 0,189 | 0,216 |
| Alliages d'aluminium corroyés | ≤ 650 N/mm² | 100 | 0,135 | 0,162 | 0,189 | 0,216 |
| Alliages d'aluminium coulé ≤ 10 % Si | ≤ 600 N/mm² | 80 | 0,108 | 0,135 | 0,135 | 0,162 |
| Alliages d'aluminium coulé > 10 % Si | ≤ 600 N/mm² | 60 | 0,108 | 0,135 | 0,135 | 0,162 |
| Alliages de magnésium | ≤ 400 N/mm² | 80 | 0,081 | 0,108 | 0,108 | 0,135 |
| Cuivre, faiblement allié | ≤ 500 N/mm² | 80 | 0,135 | 0,162 | 0,189 | 0,216 |
| Laiton, à copeaux courts | ≤ 600 N/mm² | 70 | 0,162 | 0,189 | 0,216 | 0,243 |
| Laiton, à copeaux longs | ≤ 600 N/mm² | 70 | 0,162 | 0,189 | 0,216 | 0,243 |
| Bronze, à copeaux courts | ≤ 600 N/mm² | 70 | 0,162 | 0,189 | 0,216 | 0,243 |
| ≤ 850 N/mm² | 70 | 0,162 | 0,189 | 0,216 | 0,243 | |
| Bronze, à copeaux longs | ≤ 850 N/mm² | 70 | 0,162 | 0,189 | 0,216 | 0,243 |
| ≤ 1 000 N/mm² | 70 | 0,162 | 0,189 | 0,216 | 0,243 | |
| Plastiques | ≤ 150 N/mm² | 70 | 0,162 | 0,189 | 0,216 | 0,243 |
| Légende | |
| vc = vitesse de coupe [m/min] | |
| f = avance (mm/r) | |
| Les valeurs de coupe suggérées sont des valeurs de référence. Elles doivent être adaptées aux conditions. | |
| Données de coupe | ||||||
| Pour les diamètres de 16,5-31 | ||||||
| Désignation du matériau | Résistance à la traction | vc | f | |||
| Dia. 16,5 | Dia. 20,5 | Dia. 25 | Dia. 31 | |||
| Aciers de construction génériques | ≤ 500 N/mm² | 70 | 0,162 | 0,189 | 0,243 | 0,270 |
| ≤ 1 000 N/mm² | 65 | 0,162 | 0,189 | 0,243 | 0,270 | |
| Aciers non alliés traités thermiquement | ≤ 700 N/mm² | 65 | 0,162 | 0,189 | 0,243 | 0,270 |
| ≤ 850 N/mm² | 65 | 0,162 | 0,189 | 0,243 | 0,270 | |
| ≤ 1 000 N/mm² | 55 | 0,135 | 0,162 | 0,216 | 0,243 | |
| Aciers alliés traités thermiquement | ≤ 1 000 N/mm² | 55 | 0,135 | 0,162 | 0,216 | 0,243 |
| ≤ 1 400 N/mm² | 40 | 0,135 | 0,162 | 0,216 | 0,243 | |
| Aciers de nitruration | ≤ 1 000 N/mm² | 55 | 0,135 | 0,162 | 0,216 | 0,243 |
| ≤ 1 400 N/mm² | 40 | 0,135 | 0,162 | 0,216 | 0,243 | |
| Aciers à outils | ≤ 850 N/mm² | 55 | 0,135 | 0,162 | 0,216 | 0,243 |
| ≤ 1 400 N/mm² | 40 | 0,108 | 0,135 | 0,162 | 0,189 | |
| Aciers rapides | ≤ 1 400 N/mm² | 40 | 0,108 | 0,135 | 0,162 | 0,189 |
| Fonte | ≤ 240 HB | 50 | 0,243 | 0,270 | 0,297 | 0,324 |
| ≤ 350 HB | 45 | 0,243 | 0,270 | 0,297 | 0,324 | |
| Fonte graphite sphéroïdale et malléable | ≤ 240 HB | 45 | 0,243 | 0,270 | 0,297 | 0,324 |
| ≤ 350 HB | 40 | 0,243 | 0,270 | 0,297 | 0,324 | |
| Fonte dure | ≤ 350 HB | 35 | 0,135 | 0,162 | 0,216 | 0,243 |
| Aciers inoxydables, sulphurés | ≤ 900 N/mm² | 30 | 0,095 | 0,108 | 0,135 | 0,162 |
| Aciers inoxydables, austénitiques | ≤ 1 100 N/mm² | 25 | 0,095 | 0,108 | 0,135 | 0,162 |
| Aciers inoxydables, martensitiques | ≤ 1 200 N/mm² | 25 | 0,095 | 0,108 | 0,135 | 0,162 |
| Titane et alliages de titane | ≤ 850 N/mm² | 20 | 0,108 | 0,135 | 0,162 | 0,189 |
| ≤ 1 400 N/mm² | 20 | 0,108 | 0,135 | 0,162 | 0,189 | |
| Alliages spéciaux | ≤ 1 600 N/mm² | 15 | 0,095 | 0,108 | 0,135 | 0,162 |
| Hardox | Hardox 400–500, XAR 320, XAR 400 | 10 | 0,095 | 0,108 | 0,135 | 0,162 |
| Aciers à ressort | ≤ 350 HB | 20 | 0,095 | 0,108 | 0,135 | 0,162 |
| Aluminium et alliages d'aluminium | ≤ 400 N/mm² | 160 | 0,243 | 0,270 | 0,297 | 0,324 |
| Alliages d'aluminium corroyés | ≤ 650 N/mm² | 100 | 0,243 | 0,270 | 0,297 | 0,324 |
| Alliages d'aluminium coulé ≤ 10 % Si | ≤ 600 N/mm² | 80 | 0,162 | 0,189 | 0,243 | 0,270 |
| Alliages d'aluminium coulé > 10 % Si | ≤ 600 N/mm² | 60 | 0,162 | 0,189 | 0,243 | 0,270 |
| Alliages de magnésium | ≤ 400 N/mm² | 80 | 0,135 | 0,162 | 0,216 | 0,243 |
| Cuivre, faiblement allié | ≤ 500 N/mm² | 80 | 0,243 | 0,270 | 0,297 | 0,324 |
| Laiton, à copeaux courts | ≤ 600 N/mm² | 70 | 0,270 | 0,297 | 0,324 | 0,351 |
| Laiton, à copeaux longs | ≤ 600 N/mm² | 70 | 0,270 | 0,297 | 0,324 | 0,351 |
| Bronze, à copeaux courts | ≤ 600 N/mm² | 70 | 0,270 | 0,297 | 0,324 | 0,351 |
| ≤ 850 N/mm² | 70 | 0,270 | 0,297 | 0,324 | 0,351 | |
| Bronze, à copeaux longs | ≤ 850 N/mm² | 70 | 0,270 | 0,297 | 0,324 | 0,351 |
| ≤ 1 000 N/mm² | 70 | 0,270 | 0,297 | 0,324 | 0,351 | |
| Plastiques | ≤ 150 N/mm² | 70 | 0,270 | 0,297 | 0,324 | 0,351 |
Choisir la couleur RAL
ATTENTION : Les couleurs que vous voyez à l'écran différent des couleurs réelles!
Vu en dernier

Straight screw-in fitting steel BSPP M

Vis à bois universelle ASSY® 4 CSMP Acier zingué, filetage partiel, tête fraisée autofraisante à facettes

Insert holder ISO P clamping system CN

Gant de protection Ansell AlphaTec 58-128

Boulon hexagonal avec tige ISO 4014 acier 10.9 brut

Foret hélicoïdal métal en carbure monobloc Ruko DIN 338 type N TiAlN

Goupille cannelée ISO 8741 acier brut ISO 8741 acier brut

Insert hélicoïdal W.TEC® INSERT COIL Screw Grip

Goupille cannelée à cannelures progressives DIN 1472, acier inoxydable A1, brut

Goujon à bout fileté ≈ 1 d DIN 938, acier 8.8, brut