














Fraise à carotter HSCo8 revêtement AlCrN
Fraise à carotter HSCo8 revêtement AlCrN
ZEBRA

Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
Performances exceptionnelles par rapport aux forets-aléseurs non enduits similaires
- Longévité considérablement supérieure
- Vitesse de coupe jusqu'à 60 % supérieure
- Progression du forage bien plus rapide
Revêtement multicouche AlCrN de protection et alliage de cobalt à 8 %
- Résistance à la chaleur extrêmement élevée jusqu'à 1 050 °C
- Très haute dureté de revêtement de 3 000 HV
- Construction multicouche pour une évacuation optimale des copeaux et des propriétés de coupe améliorées (empêche l'usure du matériau)
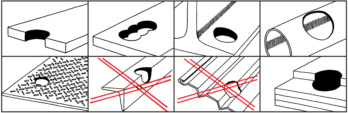
Pour la sécurité de processus dans presque tous les matériaux
Guidage précis, sans patinage
Perçage sans problème sur les surfaces incurvées et les tuyaux
Aucun pré-perçage nécessaire, aucune formation de bavures
Aucun besoin de pré-usinage et de post-usinage
- Contrairement au foret métal, le foret-aléseur n'usine pas le diamètre de l'alésage, mais plutôt un anneau dans un matériau fin. La carotteuse est éjectée par une goupille d'éjection en utilisant la tension du ressort ; cela n'est pas inclus dans le contenu de la livraison. Les temps de perçage des forets-aléseurs sont donc dix fois plus courts que ceux des forets métal.
- Un refroidissement suffisant et continu pendant le processus de perçage augmente considérablement la durée de vie de la carotteuse. Ne pas utiliser à sec.
- Voir les tableaux de présentation pour les affectations de forets-aléseurs/matériau et les valeurs de coupe
- Toujours porter un équipement de protection adéquat (protections oculaires, protections auditives et gants de protection, etc.) en utilisant la meule sur tige
- Ne pas porter de vêtements amples ou de bijoux qui pourraient se prendre dans les pièces mobiles
- Les forets-aléseurs ne doivent pas être utilisés manuellement
- Avant toute utilisation, vérifier que l'outil tourne correctement et que la fonction de serrage de l'entraînement de l'outil fonctionne correctement
Fiches de données de sécurité(X)

- Avec queue Weldon ∅ de 19 mm pour une utilisation sur des carotteuses magnétiques mobiles ou des perceuses fixes pour la création de grands trous jusqu'à 50 mm de diamètre et une profondeur de coupe de 55 mm max.
- Les forets Fein avec support QuickIN peuvent être utilisés avec un adaptateur
- Une application sur des perceuses fixes avec cône morse est possible avec le support de montage approprié
- Insérer le bouton d'éjection dans le foret-aléseur
- Pousser le foret-aléseur dans le support de montage de l'unité de perçage et serrer les vis à six pans mâles
- Le foret-aléseur est automatiquement maintenu en place lors de l'utilisation de supports à action rapide
- Vérifier que le foret-aléseur est bien en place dans le support
- Toute charge latérale placée sur la perceuse pendant l'utilisation peut entraîner la cassure de l'outil
- Fixer l'unité de perçage dans la bonne position pour le perçage, en vous assurant qu'elle est stable
- Si nécessaire, fixer l'unité de perçage avant opération à l'aide d'une sangle de sécurité, en particulier pour une utilisation sur des surfaces verticales et des travaux en hauteur
- Tenir compte du tableau des vitesses et utiliser du lubrifiant réfrigérant
- Percer soigneusement (sans pointage ni pré-perçage), assurer une avance et une vitesse de rotation constantes et ce, tout au long du processus de perçage
- Retirer les copeaux et la carotteuse après chaque opération de perçage
- Attention : risque de blessure, car les copeaux et la carotteuse peuvent être très chauds et tranchants
Qualité | ZEBRA-Premium |
Profondeur de coupe | 55 mm |
Diamètre | 16 mm |
Longueur | 84.6 mm |
Convient pour les matériaux | Acier, Acier inoxydable, Fonte, Métal non ferreux, Matériau dur et résistant |
Forme de tige | Weldon |
Finition | AlCrN |
Matière de coupe | HSCo8 |
Durée de vie (système de points) | 4 of 4 points |
Vitesse de forage (système de points) | 4 of 4 points |
Qualité de l'alésage (système de points) | 4 of 4 points |
Polyvalence (système de points) | 4 of 4 points |
Comportement de forage (système de points) | 4 of 4 points |
| Légende |
| vc = vitesse de coupe [m/min] |
| n = vitesse de rotation [tr/min] |
| Les données de coupe indiquées sont des données de référence. Elles doivent être adaptées aux conditions. |
| Pour les diamètres de 12,0-20,0 | |||||||||
| Type de matériau | Résistance à la traction | à partir du dia. 12,0 | à partir du dia. 16,0 | à partir du dia. 20,0 | |||||
| vc | n | n | n | ||||||
| de | à | de | à | de | à | de | à | ||
| Aciers | |||||||||
| Aciers de construction standard | ≤ 850 N/mm² | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Aciers trempés, revenus et non alliés | ≤ 850 N/mm² | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Aciers trempés, revenus et faiblement alliés | ≤ 850 N/mm² | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Aciers trempés, revenus et non alliés | ≤ 1 000 N/mm² | 10 | 15 | 265 | 398 | 199 | 298 | 159 | 239 |
| Aciers trempés, revenus et faiblement alliés | ≤ 1 000 N/mm² | 10 | 15 | 265 | 398 | 199 | 298 | 159 | 239 |
| Aciers trempés, revenus et alliés | ≤ 1 300 | 8 | 10 | 212 | 265 | 159 | 199 | 127 | 159 |
| Aciers nitrurés | ≤ 1 300 | 8 | 10 | 212 | 265 | 159 | 199 | 127 | 159 |
| Aciers à outils | ≤ 1 300 | 8 | 10 | 212 | 265 | 159 | 199 | 127 | 159 |
| Aciers rapides | ≤ 1 300 | 8 | 10 | 212 | 265 | 159 | 199 | 127 | 159 |
| Aciers de qualité supérieure | |||||||||
| Aciers inoxydables | ≤ 1 200 | 10 | 15 | 265 | 398 | 199 | 298 | 159 | 239 |
| Titane | ≤ 850 | 10 | 15 | 265 | 398 | 199 | 298 | 159 | 239 |
| Alliages spéciaux | ≤ 1 200 | 10 | 15 | 265 | 398 | 199 | 298 | 159 | 239 |
| Métaux moulés | |||||||||
| Fonte | ≤ 350 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Fonte graphite sphéroïdale et malléable | ≤ 350 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Métaux non ferreux | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Alliages d'aluminium | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Alliages d'aluminium corroyé | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Alliages fonte d'aluminium <= 10 % Si | ≤ 600 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Alliages fonte d'aluminium >10 % Si | ≤ 600 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Alliages de magnésium | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Cuivre faiblement allié | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Laiton à copeaux courts | ≤ 850 | 20 | 25 | 398 | 531 | 298 | 398 | 239 | 318 |
| Laiton à copeaux longs | ≤ 850 | 20 | 25 | 398 | 531 | 298 | 398 | 239 | 318 |
| Bronze à copeaux courts | ≤ 850 | 20 | 25 | 398 | 531 | 298 | 398 | 239 | 318 |
| Bronze à copeaux longs | ≤ 1 000 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Plastiques | |||||||||
| Plastiques thermodurcissables | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Plastiques thermoplastiques | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Pour les diamètres de 36,0-50,0 | |||||||||
| Type de matériau | Résistance à la traction | à partir du dia. 36,0 | à partir du dia. 40,0 | à partir du dia. 50,0 | |||||
| vc | n | n | n | ||||||
| de | à | de | à | de | à | de | à | ||
| Aciers | |||||||||
| Aciers de construction standard | ≤ 850 N/mm² | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Aciers trempés, revenus et non alliés | ≤ 850 N/mm² | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Aciers trempés, revenus et faiblement alliés | ≤ 850 N/mm² | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Aciers trempés, revenus et non alliés | ≤ 1 000 N/mm² | 10 | 15 | 88 | 133 | 80 | 119 | 64 | 95 |
| Aciers trempés, revenus et faiblement alliés | ≤ 1 000 N/mm² | 10 | 15 | 88 | 133 | 80 | 119 | 64 | 95 |
| Aciers trempés, revenus et alliés | ≤ 1 300 | 8 | 10 | 71 | 88 | 64 | 80 | 51 | 64 |
| Aciers nitrurés | ≤ 1 300 | 8 | 10 | 71 | 88 | 64 | 80 | 51 | 64 |
| Aciers à outils | ≤ 1 300 | 8 | 10 | 71 | 88 | 64 | 80 | 51 | 64 |
| Aciers rapides | ≤ 1 300 | 8 | 10 | 71 | 88 | 64 | 80 | 51 | 64 |
| Aciers de qualité supérieure | |||||||||
| Aciers inoxydables | ≤ 1 200 | 10 | 15 | 88 | 133 | 80 | 119 | 64 | 95 |
| Titane | ≤ 850 | 10 | 15 | 88 | 133 | 80 | 119 | 64 | 95 |
| Alliages spéciaux | ≤ 1 200 | 10 | 15 | 88 | 133 | 80 | 119 | 64 | 95 |
| Métaux moulés | |||||||||
| Fonte | ≤ 350 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Fonte graphite sphéroïdale et malléable | ≤ 350 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Métaux non ferreux | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Alliages d'aluminium | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Alliages d'aluminium corroyé | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Alliages fonte d'aluminium <= 10 % Si | ≤ 600 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Alliages fonte d'aluminium >10 % Si | ≤ 600 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Alliages de magnésium | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Cuivre faiblement allié | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Laiton à copeaux courts | ≤ 850 | 20 | 25 | 133 | 177 | 119 | 159 | 95 | 127 |
| Laiton à copeaux longs | ≤ 850 | 20 | 25 | 133 | 177 | 119 | 159 | 95 | 127 |
| Bronze à copeaux courts | ≤ 850 | 20 | 25 | 133 | 177 | 119 | 159 | 95 | 127 |
| Bronze à copeaux longs | ≤ 1 000 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Plastiques | |||||||||
| Plastiques thermodurcissables | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Plastiques thermoplastiques | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Pour les diamètres de 24,0-32,0 | |||||||||
| Type de matériau | Résistance à la traction | à partir du dia. 24,0 | à partir du dia. 28,0 | à partir du dia. 32,0 | |||||
| vc | n | n | n | ||||||
| de | à | de | à | de | à | de | à | ||
| Aciers | |||||||||
| Aciers de construction standard | ≤ 850 N/mm² | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Aciers trempés, revenus et non alliés | ≤ 850 N/mm² | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Aciers trempés, revenus et faiblement alliés | ≤ 850 N/mm² | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Aciers trempés, revenus et non alliés | ≤ 1 000 N/mm² | 10 | 15 | 133 | 199 | 114 | 171 | 99 | 149 |
| Aciers trempés, revenus et faiblement alliés | ≤ 1 000 N/mm² | 10 | 15 | 133 | 199 | 114 | 171 | 99 | 149 |
| Aciers trempés, revenus et alliés | ≤ 1 300 | 8 | 10 | 106 | 133 | 91 | 114 | 80 | 99 |
| Aciers nitrurés | ≤ 1 300 | 8 | 10 | 106 | 133 | 91 | 114 | 80 | 99 |
| Aciers à outils | ≤ 1 300 | 8 | 10 | 106 | 133 | 91 | 114 | 80 | 99 |
| Aciers rapides | ≤ 1 300 | 8 | 10 | 106 | 133 | 91 | 114 | 80 | 99 |
| Aciers de qualité supérieure | |||||||||
| Aciers inoxydables | ≤ 1 200 | 10 | 15 | 133 | 199 | 114 | 171 | 99 | 149 |
| Titane | ≤ 850 | 10 | 15 | 133 | 199 | 114 | 171 | 99 | 149 |
| Alliages spéciaux | ≤ 1 200 | 10 | 15 | 133 | 199 | 114 | 171 | 99 | 149 |
| Métaux moulés | |||||||||
| Fonte | ≤ 350 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Fonte graphite sphéroïdale et malléable | ≤ 350 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Métaux non ferreux | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Alliages d'aluminium | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Alliages d'aluminium corroyé | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Alliages fonte d'aluminium <= 10 % Si | ≤ 600 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Alliages fonte d'aluminium >10 % Si | ≤ 600 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Alliages de magnésium | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Cuivre faiblement allié | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Laiton à copeaux courts | ≤ 850 | 20 | 25 | 199 | 265 | 171 | 227 | 149 | 199 |
| Laiton à copeaux longs | ≤ 850 | 20 | 25 | 199 | 265 | 171 | 227 | 149 | 199 |
| Bronze à copeaux courts | ≤ 850 | 20 | 25 | 199 | 265 | 171 | 227 | 149 | 199 |
| Bronze à copeaux longs | ≤ 1 000 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Plastiques | |||||||||
| Plastiques thermodurcissables | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
| Plastiques thermoplastiques | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
Choisir la couleur RAL
ATTENTION : Les couleurs que vous voyez à l'écran différent des couleurs réelles!
Vu en dernier

Bottes de sécurité, Atlantis S3

Sealing ring for padlock AirKey

Foret multi-matériaux MFD-S Plus

Jacket Planam Highline
Jeu de pieds de table Hauteur 705-735 mm

Bouchon d'étanchéité Série Deutsch DT

Vis à tête cylindrique large fendue DIN 85 acier zingué 4.8 DIN 85, acier 4.8, zingué (A2K)

Système de distribution pour lave-mains

Rail de séparation de tiroirs ORSY®BULL série 5/7

Safety shoe S2 Jalas 3460A Danfoss