













Fraise conique UE+ HSCo 90° DIN 335 C
Fraise conique EU HSCo 90° DIN 335C
ZEBRA






Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
Pas extrêmement irrégulier
- Qualité de surface maximale : fraises précises, rondes et sans broutage
- Fonctionnement sans à-coup sur tous les matériaux
- Il est possible d'utiliser des valeurs de coupe plus élevées
Relief radial supplémentaire exclusif
- Jusqu'à 3 fois plus rapide qu'une fraise classique
- Jusqu'à 2 fois plus de fraisages que pour les fraises conventionnelles
- Effort considérablement réduit en cas d'utilisation avec des perceuses portatives
- Possibilité de fraisage plus profond
Usage universel
Grâce à la géométrie de pointe spéciale et au matériau de coupe HSCo, offre les meilleures performances pour l'usinage de presque tous les matériaux et applications
Queue à trois faces
- Excellent maintien du foret dans le mandrin : travail plus rapide et plus confortable
- Transmission optimale des forces
- Protection du mandrin contre les dommages
- Nécessite peu d'efforts pour ouvrir et fermer le mandrin
Emballage produit durable fabriqué en PCR à 100 % (plastique recyclé à partir des déchets ménagers), 100 % recyclable et certification Cradle to Cradle® en bronze
Fiches de données de sécurité(X)

 | |
Convient pour les matériaux | Acier, Fonte, Acier inoxydable, Titane, Alliage spécial, Matériau dur et résistant, Métal non ferreux, Plastique |
Qualité | ZEBRA-Premium |
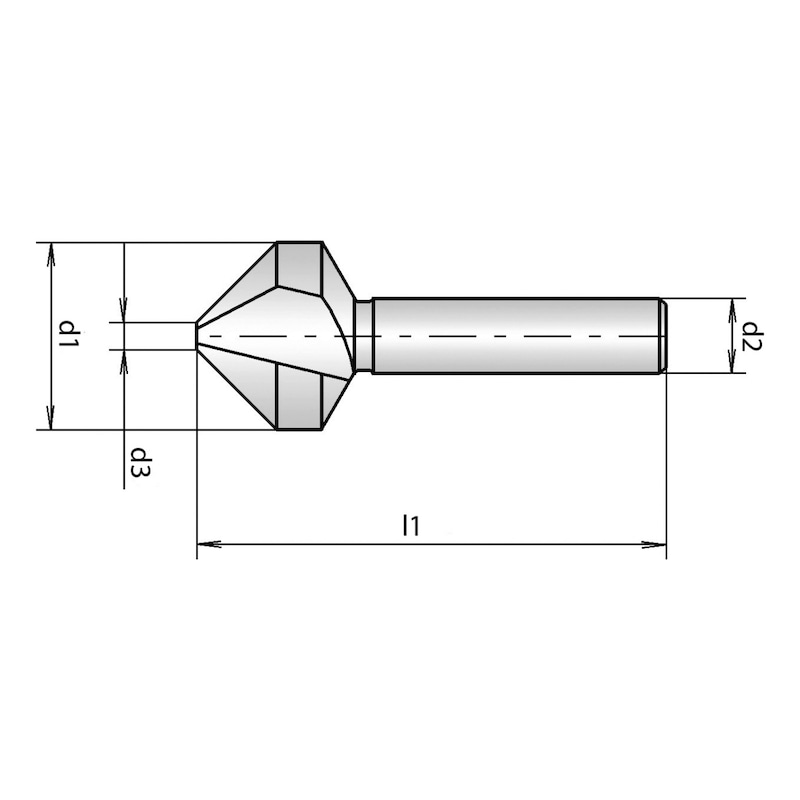
Diamètre de fraise (d1) | 6.0 mm |
Diamètre de la tige (d2) | 5 mm |
Diamètre de pointe (d3) | 1.5 mm |
Longueur (l1) | 45 mm |
Nombre d'arêtes de coupe (Z) | 3 PCS |
Forme | C |
Matière de coupe | HSCo |
Angle de fraise | 90 Degré |
Finition | Non revêtu |
Forme de tige | Tige 3-faces |
Durée de vie (système de points) | 3 of 4 points |
Vitesse de fraisage (système de points) | 4 of 4 points |
Qualité de fraisage (système de points) | 4 of 4 points |
Polyvalence (système de points) | 4 of 4 points |
Comportement de fraisage (système de points) | 4 of 4 points |
Matière du sous-groupe | Aciers de construction génériques, Aciers de trempe non alliés, Aciers de trempe alliés, Aciers de nitruration, Aciers à outils, Aciers rapides, Fonte, Fonte ductile, Fonte malléable, Fonte blanche, Aciers inoxydables, sulphurés, Aciers inoxydables, austénitiques, Aciers inoxydables, martensites, Titane, Alliages de titane, Alliages spéciaux, Hardox, Acier ressort, Alliages d'aluminium, Alliages d'aluminium corroyé, Alliages d'aluminium coulé (<10% silicone), Alliages d'aluminium coulé (<10% silicone), Alliages de magnésium, Cuivre, Laiton, à copeaux courts, Laiton, à copeaux longs, Bronze, à copeaux courts, Bronze, à copeaux longs, Plastiques, thermodurcissables, Plastiques, thermoplastique, Plastiques, renforcés en fibre d'aramide, Plastiques, renforcés en fibre de verre/carbone |
| Légende | |
| vc = vitesse de coupe [m/min] | |
| f = avance (mm/r) | |
| Les valeurs de coupe suggérées sont des valeurs de référence. Elles doivent être adaptées aux conditions. | |
| Affectation d'une fraise conique en fonction des normes de vis | ||
| Diamètre de fraise | Pour vis têtes fraisées | Pour vis têtes fraisées |
| DIN EN ISO 10642 (anciennement DIN 7991) | DIN EN ISO 2009, 2010, 7046, 7047 (anciennement DIN 963,964,965,966) | |
| 4,3 mm | M2 | M2 |
| 6,3 mm | M3 | M3 |
| 8,3 mm | M4 | - |
| 10,4 mm | M5 | M4, M5 |
| 12,4 mm | M6 | M6 |
| 16,5 mm | M8 | M8 |
| 20,5 mm | - | M10 |
| 25 mm | M10, M12 | M12 |
| 31 mm | M16 | - |
| 37 mm | M20 | M16 |
| Pour les diamètres de 16,5 - 37 | |||||||
| Désignation du matériau | Résistance à la traction | vc | f | ||||
| Dia. 16,5 | Dia. 20,5 | Dia. 25 | Dia. 31 | Dia. 37 | |||
| Aciers de construction génériques | ≤ 500 N/mm² | 41 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 1 000 N/mm² | 39 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Aciers traités thermiquement non alliés | ≤ 700 N/mm² | 38 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 850 N/mm² | 38 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| ≤ 1 000 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Aciers traités thermiquement alliés | ≤ 1 000 N/mm² | 31 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 1 400 N/mm² | 12 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Aciers de nitruration | ≤ 1 000 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤ 1 400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| Aciers à outils | ≤ 850 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤ 1 400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| Aciers rapides | ≤ 1 400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Fonte | ≤ 240 HB | 19 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 350 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| Fonte graphite nodulaire et malléable | ≤ 240 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 350 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| Fonte dure | ≤ 350 HB | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Aciers inoxydables, sulfurés | ≤ 900 N/mm² | 8 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| Aciers inoxydables, austénitiques | ≤ 1 100 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Aciers inoxydables, martensitiques | ≤ 1 200 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Titane et alliages de titane | ≤ 850 N/mm² | 8 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤ 1 400 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| Alliages spéciaux | ≤ 1 600 N/mm² | 6 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| Hardox | Hardox 400 - 500, XAR 320, XAR 400 | 4 | 0,090 | 0,110 | 0,140 | 0,160 | - |
| Aciers à ressort | ≤ 350 HB | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Aluminium et ses alliages | ≤ 400 N/mm² | 70 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Alliages d'aluminium corroyés | ≤ 650 N/mm² | 50 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Alliages d'aluminium coulé ≤ 10 % Si | ≤ 600 N/mm² | 30 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| Alliages d'aluminium coulé > 10 % Si | ≤ 600 N/mm² | 20 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| Alliages de magnésium | ≤ 400 N/mm² | 70 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Cuivre, faiblement allié | ≤ 500 N/mm² | 30 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Laiton, à copeaux courts | ≤ 600 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Laiton, à copeaux longs | ≤ 600 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Bronze, à copeaux courts | ≤ 600 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| ≤ 850 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 | |
| Bronze, à copeaux longs | ≤ 850 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| ≤ 1 000 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 | |
| Plastiques | ≤ 150 N/mm² | 30 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Valeurs de coupe des fraises coniques EU+ HSCo 90° DIN 335 C | |||||||
| Pour les diamètres de 4,3 - 12,4 | |||||||
| Désignation du matériau | Résistance à la traction | vc | f | ||||
| Dia. 4,3 | Dia. 6,3 | Dia. 8,3 | Dia. 10,4 | Dia. 12,4 | |||
| Aciers de construction génériques | ≤ 500 N/mm² | 41 | 0,110 | 0,120 | 0,130 | 0,135 | 0,150 |
| ≤ 1 000 N/mm² | 39 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Aciers traités thermiquement non alliés | ≤ 700 N/mm² | 38 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 850 N/mm² | 38 | 0,110 | 0,120 | 0,130 | 0,135 | 0,150 | |
| ≤ 1 000 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Aciers traités thermiquement alliés | ≤ 1 000 N/mm² | 31 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 1 400 N/mm² | 12 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Aciers de nitruration | ≤ 1 000 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1 400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Aciers à outils | ≤ 850 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1 400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Aciers rapides | ≤ 1 400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Fonte | ≤ 240 HB | 19 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 350 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Fonte graphite nodulaire et malléable | ≤ 240 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 350 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Fonte dure | ≤ 350 HB | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Aciers inoxydables, sulfurés | ≤ 900 N/mm² | 8 | 0,060 | 0,068 | 0,081 | 0,090 | 0,100 |
| Aciers inoxydables, austénitiques | ≤ 1 100 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Aciers inoxydables, martensitiques | ≤ 1 200 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Titane et alliages de titane | ≤ 850 N/mm² | 8 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1 400 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Alliages spéciaux | ≤ 1 600 N/mm² | 6 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| Hardox | Hardox 400 - 500, XAR 320, XAR 400 | 4 | - | 0,070 | 0,080 | 0,080 | 0,090 |
| Aciers à ressort | ≤ 350 HB | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Aluminium et ses alliages | ≤ 400 N/mm² | 70 | 0,140 | 0,150 | 0,162 | 0,170 | 0,190 |
| Alliages d'aluminium corroyés | ≤ 650 N/mm² | 50 | 0,140 | 0,150 | 0,162 | 0,170 | 0,190 |
| Alliages d'aluminium coulé ≤ 10 % Si | ≤ 600 N/mm² | 30 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| Alliages d'aluminium coulé > 10 % Si | ≤ 600 N/mm² | 20 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| Alliages de magnésium | ≤ 400 N/mm² | 70 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Cuivre, faiblement allié | ≤ 500 N/mm² | 30 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Laiton, à copeaux courts | ≤ 600 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Laiton, à copeaux longs | ≤ 600 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Bronze, à copeaux courts | ≤ 600 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤ 850 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Bronze, à copeaux longs | ≤ 850 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤ 1 000 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Plastiques | ≤ 150 N/mm² | 30 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
Choisir la couleur RAL
ATTENTION : Les couleurs que vous voyez à l'écran différent des couleurs réelles!
Vu en dernier

EasyClick charnière pour meuble Avec amortissement intégré et fermeture automatique

Safety shoe S3 Steitz VX 7520 BOA SMC SF

Connecting lug W-IP

Foret métal HSCO DIN 340 type RN OXIDE

Flexible de 2 m en caoutchouc FLEXEN®

Vis à six pans creux à tête cylindrique ISO 4762/DIN 912 inox A2-70

Marquage au sol pour usage intensif, flèche

Foret métal HSCo DIN 338 de type RN bronze affûté

Caisse à outils à roulettes

Rallonge de valve de roue, plastique, fine