





Fraise deux tailles HPT HSCo-PM DIN 844K, courte, coupe au centre
Fraise d'ébauche HSS/PM DIN 844K HR TiALN
ENDMIL-DIN844B-H-HSCOPM-TN-D16,0MM
Art. N° 5443600735
EAN 4055375878071



















Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
Fiches de données de sécurité(X)

 | |
Référence du produit | 2017 |
Convient pour les matériaux | Acier, Fonte, Acier inoxydable, Titane |
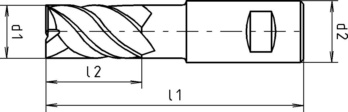
Diamètre (d1) | 16 mm |
Diamètre de la tige (d2) | 16 mm |
Normes | DIN 844 |
Longueur de construction | Court |
Forme de tige | Cylindrique DIN 1835-B |
Matière de coupe | HSCo-PM |
Finition | TiAlN |
Alimentation en liquide de refroidissement | Externe |
Angle d'hélice | 30° |
Longueur (l1) | 92 mm |
Longueur de coupe (l2) | 32 mm |
Nombre d'arêtes de coupe | 4 PCS |
Tolérance de diamètre d'arête de coupe | k12 |
Tolérance de diamètre de tige | h6 |
Matière du sous-groupe | Aciers de construction génériques, Aciers trempés non alliés < 1 000 N/mm², Aciers trempés alliés < 1 000 N/mm², Aciers nitrurés < 1 300 N/mm², Fonte grise, Fonte malléable, Aciers inoxydables < 850 N/mm², Aciers inoxydables > 850 N/mm², Titane, Alliages de titane |
| Légende | ||
| E = émulsion | ae = 0,5xd1 | |
| vc = vitesse de coupe [m/min] | ||
| fz = avance par dent [mm/t] | ap = 1xd1 | |
| ae = épaisseur de coupe (radiale) | ||
| ap = épaisseur de coupe (axiale) | ||
| Les valeurs de coupe indiquées sont des valeurs de référence. Elles doivent être adaptées aux conditions. | ||
| Valeurs de coupe pour contour de meulage | ||||||
| Pour dia. 16 à dia. 25 | ||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||
| Dia. 16-19,9 | Dia. 20-23,9 | Dia. 24-25 | ||||
| Aciers de construction standard | < 500 N/mm² | E | 83 | 0,060 | 0,076 | 0,094 |
| 500-850 N/mm² | E | 69 | 0,053 | 0,067 | 0,083 | |
| Aciers de décolletage | < 850 N/mm² | E | 74 | 0,053 | 0,067 | 0,083 |
| 850-1000 N/mm² | E | 69 | 0,053 | 0,067 | 0,083 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | E | 69 | 0,053 | 0,067 | 0,083 |
| 700-850 N/mm² | E | 64 | 0,053 | 0,067 | 0,083 | |
| 850-1000 N/mm² | E | 51 | 0,053 | 0,067 | 0,083 | |
| Aciers traités thermiquement alliés | 850-1000 N/mm² | E | 51 | 0,053 | 0,067 | 0,083 |
| 1000-1200 N/mm² | E | 46 | 0,060 | 0,076 | 0,094 | |
| Aciers cémentés non alliés | < 750 N/mm² | E | 64 | 0,053 | 0,067 | 0,083 |
| Aciers cémentés alliés | < 1000 N/mm² | E | 60 | 0,053 | 0,067 | 0,083 |
| 1000-1200 N/mm² | E | 51 | 0,060 | 0,076 | 0,094 | |
| Aciers nitrurés | < 1000 N/mm² | E | 51 | 0,053 | 0,067 | 0,083 |
| 1000-1200 N/mm² | E | 41 | 0,060 | 0,076 | 0,094 | |
| Aciers à outils | < 850 N/mm² | E | 41 | 0,053 | 0,067 | 0,083 |
| 850-1100 N/mm² | E | 37 | 0,060 | 0,076 | 0,094 | |
| 1100-1400 N/mm² | E | 32 | 0,060 | 0,076 | 0,094 | |
| Aciers rapides | 850-1 200 N/mm² | E | 26 | 0,060 | 0,076 | 0,094 |
| Acier de construction résistant à l'usure | 1350 N/mm² | E | 28 | 0,060 | 0,076 | 0,094 |
| Aciers à ressort | < 1200 N/mm² | E | 21 | 0,060 | 0,076 | 0,094 |
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 41 | 0,053 | 0,067 | 0,083 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 32 | 0,053 | 0,067 | 0,083 |
| < 850 N/mm² | E | 23 | 0,053 | 0,067 | 0,083 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 18 | 0,060 | 0,076 | 0,094 |
| Fonte | < 180 HB | - | 64 | 0,053 | 0,067 | 0,083 |
| > 180 HB | - | 55 | 0,053 | 0,067 | 0,083 | |
| Graphite nodulaire, acier noir | > 180 HB | - | 41 | 0,053 | 0,067 | 0,083 |
| > 260 HB | E | 32 | 0,053 | 0,067 | 0,083 | |
| Titane, alliages de titane | < 850 N/mm² | E | 23 | 0,060 | 0,076 | 0,094 |
| Valeurs de coupe pour contour de meulage | |||||||
| Pour dia. 6 à dia. 15,9 | |||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | |||
| Dia. 6-7,9 | Dia. 8-9,9 | Dia. 10-11,9 | Dia. 12-15,9 | ||||
| Aciers de construction standard | < 500 N/mm² | E | 83 | 0,020 | 0,028 | 0,037 | 0,044 |
| 500-850 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Aciers de décolletage | < 850 N/mm² | E | 74 | 0,017 | 0,024 | 0,033 | 0,038 |
| 850-1000 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | 0,038 |
| 700-850 N/mm² | E | 64 | 0,017 | 0,024 | 0,033 | 0,038 | |
| 850-1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Aciers traités thermiquement alliés | 850-1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 46 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Aciers cémentés non alliés | < 750 N/mm² | E | 64 | 0,017 | 0,024 | 0,033 | 0,038 |
| Aciers cémentés alliés | < 1000 N/mm² | E | 60 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 51 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Aciers nitrurés | < 1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 41 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Aciers à outils | < 850 N/mm² | E | 41 | 0,017 | 0,024 | 0,033 | 0,038 |
| 850-1100 N/mm² | E | 37 | 0,020 | 0,028 | 0,037 | 0,044 | |
| 1100-1400 N/mm² | E | 32 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Aciers rapides | 850-1 200 N/mm² | E | 26 | 0,020 | 0,028 | 0,037 | 0,044 |
| Acier de construction résistant à l'usure | 1350 N/mm² | E | 28 | 0,020 | 0,028 | 0,037 | 0,044 |
| Aciers à ressort | < 1200 N/mm² | E | 21 | 0,020 | 0,028 | 0,037 | 0,044 |
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 41 | 0,017 | 0,024 | 0,033 | 0,038 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 32 | 0,017 | 0,024 | 0,033 | 0,038 |
| < 850 N/mm² | E | 23 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 18 | 0,020 | 0,028 | 0,037 | 0,044 |
| Fonte | < 180 HB | - | 64 | 0,017 | 0,024 | 0,033 | 0,038 |
| > 180 HB | - | 55 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Graphite nodulaire, acier noir | > 180 HB | - | 41 | 0,017 | 0,024 | 0,033 | 0,038 |
| > 260 HB | E | 32 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Titane, alliages de titane | < 850 N/mm² | E | 23 | 0,020 | 0,028 | 0,037 | 0,044 |
| Légende | ||
| E = émulsion | ae = 1xd1 | |
| vc = vitesse de coupe [m/min] | ||
| fz = avance par dent [mm/t] | ap = 1xd1 | |
| ae = épaisseur de coupe (radiale) | ||
| ap = épaisseur de coupe (axiale) | ||
| Les valeurs de coupe indiquées sont des valeurs de référence. Elles doivent être adaptées aux conditions. | ||
| Valeurs de coupe pour rainure de meulage | ||||||
| Pour dia. 12 à dia. 25 | ||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||
| Dia. 12-15,9 | Dia. 16-19,9 | Dia. 20-25 | ||||
| Aciers de construction standard | < 500 N/mm² | E | 83 | 0,035 | 0,040 | 0,050 |
| 500-850 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 | |
| Aciers de décolletage | < 850 N/mm² | E | 74 | 0,035 | 0,040 | 0,046 |
| 850-1000 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 |
| 700-850 N/mm² | E | 64 | 0,035 | 0,040 | 0,046 | |
| 850-1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 | |
| Aciers traités thermiquement alliés | 850-1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 |
| 1000-1200 N/mm² | E | 46 | 0,035 | 0,040 | 0,050 | |
| Aciers cémentés non alliés | < 750 N/mm² | E | 64 | 0,035 | 0,040 | 0,046 |
| Aciers cémentés alliés | < 1000 N/mm² | E | 60 | 0,035 | 0,040 | 0,046 |
| 1000-1200 N/mm² | E | 51 | 0,035 | 0,040 | 0,050 | |
| Aciers nitrurés | < 1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 |
| 1000-1200 N/mm² | E | 41 | 0,035 | 0,040 | 0,050 | |
| Aciers à outils | < 850 N/mm² | E | 41 | 0,035 | 0,040 | 0,046 |
| 850-1100 N/mm² | E | 37 | 0,035 | 0,040 | 0,050 | |
| 1100-1400 N/mm² | E | 32 | 0,035 | 0,040 | 0,050 | |
| Aciers rapides | 850-1 200 N/mm² | E | 26 | 0,035 | 0,040 | 0,050 |
| Acier de construction résistant à l'usure | 1350 N/mm² | E | 28 | 0,035 | 0,040 | 0,050 |
| Aciers à ressort | < 1200 N/mm² | E | 21 | 0,035 | 0,040 | 0,050 |
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 41 | 0,035 | 0,040 | 0,046 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 32 | 0,035 | 0,040 | 0,046 |
| < 850 N/mm² | E | 23 | 0,035 | 0,040 | 0,046 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 18 | 0,035 | 0,040 | 0,050 |
| Fonte | < 180 HB | - | 64 | 0,035 | 0,040 | 0,046 |
| > 180 HB | - | 55 | 0,035 | 0,040 | 0,046 | |
| Graphite nodulaire, acier noir | > 180 HB | - | 41 | 0,035 | 0,040 | 0,046 |
| > 260 HB | E | 32 | 0,035 | 0,040 | 0,046 | |
| Titane, alliages de titane | < 850 N/mm² | E | 23 | 0,035 | 0,040 | 0,050 |
| Valeurs de coupe pour rainure de meulage | ||||||
| Pour dia. 6 à dia. 11,9 | ||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||
| Dia. 6-7,9 | Dia. 8-9,9 | Dia. 10-11,9 | ||||
| Aciers de construction standard | < 500 N/mm² | E | 83 | 0,010 | 0,014 | 0,023 |
| 500-850 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 | |
| Aciers de décolletage | < 850 N/mm² | E | 74 | 0,010 | 0,014 | 0,023 |
| 850-1000 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 |
| 700-850 N/mm² | E | 64 | 0,010 | 0,014 | 0,023 | |
| 850-1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 | |
| Aciers traités thermiquement alliés | 850-1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 |
| 1000-1200 N/mm² | E | 46 | 0,010 | 0,014 | 0,023 | |
| Aciers cémentés non alliés | < 750 N/mm² | E | 64 | 0,010 | 0,014 | 0,023 |
| Aciers cémentés alliés | < 1000 N/mm² | E | 60 | 0,010 | 0,014 | 0,023 |
| 1000-1200 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 | |
| Aciers nitrurés | < 1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 |
| 1000-1200 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 | |
| Aciers à outils | < 850 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 |
| 850-1100 N/mm² | E | 37 | 0,010 | 0,014 | 0,023 | |
| 1100-1400 N/mm² | E | 32 | 0,010 | 0,014 | 0,023 | |
| Aciers rapides | 850-1 200 N/mm² | E | 26 | 0,010 | 0,014 | 0,023 |
| Acier de construction résistant à l'usure | 1350 N/mm² | E | 28 | 0,010 | 0,014 | 0,023 |
| Aciers à ressort | < 1200 N/mm² | E | 21 | 0,010 | 0,014 | 0,023 |
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 32 | 0,010 | 0,014 | 0,023 |
| < 850 N/mm² | E | 23 | 0,010 | 0,014 | 0,023 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 18 | 0,010 | 0,014 | 0,023 |
| Fonte | < 180 HB | - | 64 | 0,010 | 0,014 | 0,023 |
| > 180 HB | - | 55 | 0,010 | 0,014 | 0,023 | |
| Graphite nodulaire, acier noir | > 180 HB | - | 41 | 0,010 | 0,014 | 0,023 |
| > 260 HB | E | 32 | 0,010 | 0,014 | 0,023 | |
| Titane, alliages de titane | < 850 N/mm² | E | 23 | 0,010 | 0,014 | 0,023 |
Vu en dernier

Insert holder ISO S clamping system VC

Vis à tête hexagonale FT ISO 4017 acier 8.8 zinc-nickel argent ISO 4017, acier 8.8 zingué nickelé argent (ZNSHR)

Bagues de support d'identification, PLIO M65-S

Softshell CETUS

Collier pour réseau froid K avec insert d'amortissement intégré en permanence

Safety shoe S1P Uvex2 Trend 6937

Tige filetée DIN 976 acier brut 8.8 avec filetage à gauche

Joint torique, impérial NBR 70

Douille multi 1/2" Un outil adapté à toutes les applications

Vis sans tête à six pans creux et bout téton ISO 4028, acier inoxydable A2, 21H, brut