





Fraise quart-de-rond au carbure monobloc
Fraise quart-de-cercle SC WN Z4 type N HA
Art. N° 5443301510
EAN 4055375892855













Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
Fiches de données de sécurité(X)

 | |
Référence du produit | 6415 |
Convient pour les matériaux | Acier, Fonte, Acier inoxydable, Aluminium |
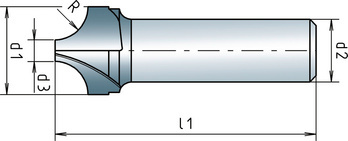
Rayon d'angle (R) | 8 mm |
Diamètre (d1) | 26,5 mm |
Diamètre de la tige (d2) | 20 mm |
Diamètre de dégagement (d3) | 10,5 mm |
Normes | CS |
Forme de tige | Cylindrique DIN 6535-HA |
Matière de coupe | C |
Finition | Brut |
Longueur (l1) | 85 mm |
Nombre d'arêtes de coupe (Z) | 4 PCS |
Tolérance de diamètre d'arête de coupe | h10 |
Tolérance de diamètre de tige | h6 |
Matière du sous-groupe | Aciers de construction génériques, Aciers trempés non alliés < 1 000 N/mm², Aciers trempés alliés < 1 000 N/mm², Aciers nitrurés < 1 300 N/mm², Fonte grise, Fonte malléable, Aciers inoxydables < 850 N/mm², Aciers inoxydables > 850 N/mm², Aluminium |
| Valeurs de coupe | ||||||||
| Pour les diamètres de 8-38 | ||||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||||
| Dia. 8-9,9 | Dia. 10-11,9 | Dia. 12-15,9 | Dia. 16-19,9 | Dia. 20-38 | ||||
| Aciers | ||||||||
| Aciers de construction standard | < 500 N/mm² | E | 100 | 0,063 | 0,072 | 0,080 | 0,089 | 0,107 |
| 500-850 N/mm² | E | 90 | 0,063 | 0,072 | 0,080 | 0,089 | 0,107 | |
| Aciers de décolletage | < 850 N/mm² | E | 90 | 0,063 | 0,072 | 0,080 | 0,089 | 0,107 |
| 850-1 000 N/mm² | E | 75 | 0,045 | 0,054 | 0,063 | 0,080 | 0,100 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | E | 90 | 0,063 | 0,072 | 0,080 | 0,089 | 0,107 |
| 700-850 N/mm² | E | 85 | 0,063 | 0,072 | 0,080 | 0,089 | 0,107 | |
| 850-1 000 N/mm² | E | 75 | 0,045 | 0,054 | 0,006 | 0,080 | 0,100 | |
| Aciers traités thermiquement alliés | 850-1 000 N/mm² | E | 70 | 0,045 | 0,054 | 0,006 | 0,080 | 0,100 |
| 1000-1100 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Aciers cémentés non alliés | < 750 N/mm² | E | 90 | 0,063 | 0,072 | 0,080 | 0,089 | 0,107 |
| Aciers cémentés alliés | < 1 000 N/mm² | E | 70 | 0,045 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1100 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Aciers nitrurés | < 1 000 N/mm² | E | 70 | 0,045 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1100 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Aciers à outils | < 850 N/mm² | E | 70 | 0,045 | 0,054 | 0,063 | 0,080 | 0,100 |
| 850-1 100 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Aciers rapides | 850-1 100 N/mm² | E | 40 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| Aciers ressort | < 1 100 N/mm² | E | 45 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| Aciers de qualité supérieure | ||||||||
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 60 | 0,045 | 0,054 | 0,063 | 0,085 | 0,115 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 60 | 0,045 | 0,054 | 0,063 | 0,085 | 0,115 |
| < 850 N/mm² | E | 50 | 0,040 | 0,050 | 0,060 | 0,085 | 0,100 | |
| Aciers inoxydables, martensitiques | < 1 100 N/mm² | E | 35 | 0,040 | 0,050 | 0,060 | 0,085 | 0,100 |
| Alliages spéciaux | < 1 100 N/mm² | E | 20 | 0,032 | 0,030 | 0,054 | 0,070 | 0,105 |
| Métaux moulés | ||||||||
| Fonte | < 180 HB | - | 90 | 0,054 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 180 HB | - | 80 | 0,054 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Graphite nodulaire, acier noir | > 180 HB | - | 70 | 0,054 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 260 HB | E | 60 | 0,054 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Graphite | - | - | 90 | 0,054 | 0,072 | 0,089 | 0,107 | 0,125 |
| Métaux non ferreux | ||||||||
| Aluminium, alliages d'aluminium | < 530 N/mm² | E | 400 | 0,047 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, alliages fonte aluminium < 10 % Si | < 600 N/mm² | E | 300 | 0,047 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, alliages fonte aluminium > 10 % Si | < 600 N/mm² | E | 250 | 0,047 | 0,063 | 0,079 | 0,101 | 0,126 |
| Magnésium, alliages de magnésium | < 280 N/mm² | E | 400 | 0,047 | 0,063 | 0,079 | 0,101 | 0,126 |
| Légende |
| E = émulsion |
| vc = vitesse de coupe [m/min] |
| fz = avance par dent [mm/t] |
| Les valeurs de coupe indiquées sont des valeurs de référence. Elles doivent être adaptées aux conditions. |
Vu en dernier

Vis à tôle à tête fraisée forme F avec empreinte cruciforme H DIN 7982, acier, zingué, bleu (A2K)

Vis à bois de montage ASSY® 4 CS Acier zingué, filetage total, tête fraisée

Armoire murale Pour un rangement des clés

Serrure encastrée pour porte intérieure, BB classe 2

Boulon à œil DIN 444 acier 4.6 zingué bleu (A2K) forme LB

Ciseau à bois

Pieds de palette pour boîte en tôle striée

Poignée de porte A 134

Clé à cône avec poignée gainée

Ecrou borgne hexagonal, forme haute DIN 1587, acier, résistance 6, zingué bleu (A2K)