





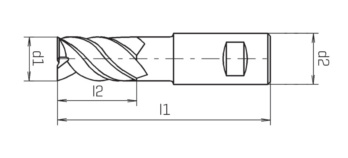
Fraises deux tailles HPC Speedcut 4.0 inox, longue, quatre lames, gradient d'angle de torsion irrégulier, avec refroidissement interne, queue HA
Fraises 2 tailles SC4.0 inox DIN 6527L 2xD/2xD IC HA Ultrad
Art. N° 5443313006
EAN 4062856182848





























Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
Fiches de données de sécurité(X)

 | |
Référence du produit | 8557 |
Convient pour les matériaux | Acier, Acier inoxydable, Titane, Aluminium, GRP |
Diamètre (d1) | 16 mm |
Diamètre de la tige (d2) | 16 mm |
Normes | DIN 6527 |
Longueur de construction | Long |
Forme de tige | Cylindrique DIN 6535-HA |
Matière de coupe | C |
Finition | ULTRADUR |
Alimentation en liquide de refroidissement | Interne |
Angle d'hélice | 39-42° |
Longueur (l1) | 92 mm |
Longueur de coupe (l2) | 32 mm |
Nombre d'arêtes de coupe (Z) | 4 PCS |
Chanfrein coudé | 0,35 mm |
Tolérance de diamètre d'arête de coupe | h10 |
Tolérance de diamètre de tige | h6 |
Matière du sous-groupe | Aciers de construction génériques, Aciers trempés non alliés < 1 000 N/mm², Aciers trempés alliés < 1 000 N/mm², Aciers nitrurés < 1 300 N/mm², Aciers inoxydables < 850 N/mm², Aciers inoxydables > 850 N/mm², Titane, Alliages de titane, Aluminium, PFR |
| Légende | ||
| L = air | ae = 0.1xd1 | |
| E = émulsion | ||
| vc = vitesse de coupe [m/min] | ||
| fz = avance par dent [mm/t] | ap = 1.5xd1 | |
| ae = épaisseur de coupe (radiale) | ||
| ap = épaisseur de coupe (axiale) | ||
| Les vitesses de coupe indiquées renvoient à tous les types d'outils conformes à la norme DIN 6527K ou DIN 6527L. Pour les fraises deux tailles de la série XL, il est recommandé de réduire la vitesse de coupe de 30 %. | ||
| Valeurs de coupe pour contour de finition | ||||||||||
| Pour les diamètres de 14-20 | ||||||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||||||
| Dia. 14 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Aciers de construction standard | < 500 N/mm² | L + E | 305 | 504 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Aciers au carbone | < 850 N/mm² | L + E | 247 | 408 | 0,079 | 0,130 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | L + E | 239 | 396 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Aciers alliés traités thermiquement | 850-1000 N/mm² | L + E | 232 | 384 | 0,069 | 0,113 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,057 | 0,094 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Aciers cémentés non alliés | < 750 N/mm² | L + E | 305 | 504 | 0,087 | 0,142 | 0,094 | 0,154 | 0,114 | 0,187 |
| Aciers cémentés alliés | < 1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Aciers nitrurés | < 1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,054 | 0,089 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Aciers à outils | < 850 N/mm² | L + E | 247 | 408 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 | |
| Aciers rapides | 850-1200 N/mm² | L + E | 138 | 228 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Aciers à ressort | < 1200 N/mm² | L + E | 138 | 228 | 0,047 | 0,077 | 0,050 | 0,081 | 0,069 | 0,113 |
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,089 | 0,146 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 160 | 264 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 138 | 228 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 116 | 192 | 0,065 | 0,107 | 0,069 | 0,113 | 0,079 | 0,130 |
| Alliages spéciaux | < 1200 N/mm² | E | 94 | 156 | 0,057 | 0,094 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titane, alliages de titane | < 850 N/mm² | E | 87 | 144 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Fonte | < 180 HB | - | 210 | 348 | 0,099 | 0,162 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Graphite nodulaire, fonte malléable | < 180 HB | - | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 138 | 228 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Valeurs de coupe pour contour de finition | ||||||||||||
| Pour les diamètres de 6-12 | ||||||||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||||||||
| Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| Aciers de construction standard | < 500 N/mm² | L + E | 305 | 504 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | 0,075 | 0,122 | |
| Aciers au carbone | < 850 N/mm² | L + E | 247 | 408 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | L + E | 239 | 396 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,035 | 0,058 | 0,050 | 0,081 | 0,062 | 0,101 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Aciers alliés traités thermiquement | 850-1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,055 | 0,090 | |
| Aciers cémentés non alliés | < 750 N/mm² | L + E | 305 | 504 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| Aciers cémentés alliés | < 1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Aciers nitrurés | < 1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,030 | 0,049 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 | |
| Aciers à outils | < 850 N/mm² | L + E | 247 | 408 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Aciers rapides | 850-1200 N/mm² | L + E | 138 | 228 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Aciers à ressort | < 1200 N/mm² | L + E | 138 | 228 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | 0,045 | 0,074 |
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 167 | 276 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 160 | 264 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| < 850 N/mm² | E | 138 | 228 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 116 | 192 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,062 | 0,101 |
| Alliages spéciaux | < 1200 N/mm² | E | 94 | 156 | 0,025 | 0,041 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 |
| Titane, alliages de titane | < 850 N/mm² | E | 87 | 144 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Fonte | < 180 HB | - | 210 | 348 | 0,040 | 0,065 | 0,050 | 0,081 | 0,075 | 0,122 | 0,089 | 0,146 |
| < 180 HB | - | 167 | 276 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Graphite nodulaire, fonte malléable | < 180 HB | - | 167 | 276 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 |
| > 260 HB | E | 138 | 228 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Légende | ||
| L = air | ae = 0.5xd1 | |
| E = émulsion | ||
| vc = vitesse de coupe [m/min] | ||
| fz = avance par dent [mm/t] | ap = 1xd1 | |
| ae = épaisseur de coupe (radiale) | ||
| ap = épaisseur de coupe (axiale) | ||
| Les données de coupe indiquées sont des données de référence. Elles doivent être adaptées aux conditions. | ||
| Valeurs de coupe pour rainure de dégrossissage | ||||||||||||
| Pour les diamètres de 6-12 | ||||||||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||||||||
| Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| Aciers de construction standard | < 500 N/mm² | L + E | 242 | 441 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | 0,075 | 0,122 | |
| Aciers au carbone | < 850 N/mm² | L + E | 196 | 357 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | L + E | 190 | 347 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,035 | 0,058 | 0,050 | 0,081 | 0,062 | 0,101 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Aciers alliés traités thermiquement | 850-1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,055 | 0,090 | |
| Aciers cémentés non alliés | < 750 N/mm² | L + E | 242 | 441 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| Aciers cémentés alliés | < 1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Aciers nitrurés | < 1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,030 | 0,049 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 | |
| Aciers à outils | < 850 N/mm² | L + E | 196 | 357 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Aciers rapides | 850-1200 N/mm² | L + E | 109 | 200 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Aciers à ressort | < 1200 N/mm² | L + E | 109 | 200 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | 0,045 | 0,074 |
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 132 | 242 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 127 | 231 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| < 850 N/mm² | E | 109 | 200 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 92 | 168 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,062 | 0,101 |
| Alliages spéciaux | < 1200 N/mm² | E | 75 | 137 | 0,025 | 0,041 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 |
| Titane, alliages de titane | < 850 N/mm² | E | 69 | 126 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Fonte | < 180 HB | - | 167 | 305 | 0,040 | 0,065 | 0,050 | 0,081 | 0,075 | 0,122 | 0,089 | 0,146 |
| < 180 HB | - | 132 | 242 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Graphite nodulaire, fonte malléable | < 180 HB | - | 132 | 242 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 |
| > 260 HB | E | 109 | 200 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Valeurs de coupe pour contour de dégrossissage | ||||||||||
| Pour les diamètres de 14-20 | ||||||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||||||
| Dia. 14 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Aciers de construction standard | < 500 N/mm² | L + E | 252 | 452 | 0,091 | 0,146 | 0,099 | 0,159 | 0,120 | 0,192 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,086 | 0,138 | 0,093 | 0,150 | 0,109 | 0,176 | |
| Aciers au carbone | < 850 N/mm² | L + E | 204 | 366 | 0,083 | 0,133 | 0,093 | 0,150 | 0,109 | 0,176 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | L + E | 198 | 355 | 0,091 | 0,146 | 0,099 | 0,159 | 0,120 | 0,192 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,086 | 0,138 | 0,093 | 0,150 | 0,109 | 0,176 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Aciers alliés traités thermiquement | 850-1000 N/mm² | L + E | 192 | 344 | 0,072 | 0,117 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,060 | 0,096 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Aciers cémentés non alliés | < 750 N/mm² | L + E | 252 | 452 | 0,091 | 0,146 | 0,098 | 0,158 | 0,120 | 0,192 |
| Aciers cémentés alliés | < 1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Aciers nitrurés | < 1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,057 | 0,092 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Aciers à outils | < 850 N/mm² | L + E | 204 | 366 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 | |
| Aciers rapides | 850-1200 N/mm² | L + E | 114 | 204 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 |
| Aciers à ressort | < 1200 N/mm² | L + E | 114 | 204 | 0,049 | 0,080 | 0,052 | 0,083 | 0,072 | 0,117 |
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,093 | 0,150 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 132 | 237 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 |
| < 850 N/mm² | E | 114 | 204 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 96 | 172 | 0,068 | 0,110 | 0,072 | 0,117 | 0,083 | 0,133 |
| Alliages spéciaux | < 1200 N/mm² | E | 78 | 140 | 0,060 | 0,096 | 0,068 | 0,109 | 0,083 | 0,133 |
| Titane, alliages de titane | < 850 N/mm² | E | 72 | 129 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 |
| Fonte | < 180 HB | - | 174 | 312 | 0,104 | 0,167 | 0,114 | 0,183 | 0,135 | 0,216 |
| < 180 HB | - | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Graphite nodulaire, fonte malléable | < 180 HB | - | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| > 260 HB | E | 114 | 204 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Valeurs de coupe pour contour de dégrossissage | ||||||||||||
| Pour les diamètres de 6-12 | ||||||||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||||||||
| Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| Aciers de construction standard | < 500 N/mm² | L + E | 252 | 452 | 0,041 | 0,067 | 0,052 | 0,083 | 0,068 | 0,109 | 0,083 | 0,133 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,037 | 0,059 | 0,052 | 0,083 | 0,062 | 0,100 | 0,078 | 0,126 | |
| Aciers au carbone | < 850 N/mm² | L + E | 204 | 366 | 0,037 | 0,059 | 0,052 | 0,083 | 0,062 | 0,100 | 0,072 | 0,117 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | L + E | 198 | 355 | 0,041 | 0,067 | 0,052 | 0,083 | 0,068 | 0,109 | 0,083 | 0,133 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,037 | 0,059 | 0,052 | 0,083 | 0,064 | 0,104 | 0,078 | 0,126 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 | |
| Aciers alliés traités thermiquement | 850-1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | 0,062 | 0,100 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | 0,058 | 0,093 | |
| Aciers cémentés non alliés | < 750 N/mm² | L + E | 252 | 452 | 0,041 | 0,067 | 0,052 | 0,083 | 0,068 | 0,109 | 0,083 | 0,133 |
| Aciers cémentés alliés | < 1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Aciers nitrurés | < 1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,031 | 0,050 | 0,037 | 0,059 | 0,047 | 0,076 | 0,052 | 0,083 | |
| Aciers à outils | < 850 N/mm² | L + E | 204 | 366 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,037 | 0,059 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Aciers rapides | 850-1200 N/mm² | L + E | 114 | 204 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 |
| Aciers à ressort | < 1200 N/mm² | L + E | 114 | 204 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | 0,047 | 0,076 |
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 138 | 247 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 132 | 237 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 |
| < 850 N/mm² | E | 114 | 204 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 96 | 172 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | 0,064 | 0,104 |
| Alliages spéciaux | < 1200 N/mm² | E | 78 | 140 | 0,026 | 0,043 | 0,037 | 0,059 | 0,047 | 0,076 | 0,052 | 0,083 |
| Titane, alliages de titane | < 850 N/mm² | E | 72 | 129 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 |
| Fonte | < 180 HB | - | 174 | 312 | 0,041 | 0,067 | 0,052 | 0,083 | 0,078 | 0,126 | 0,093 | 0,150 |
| < 180 HB | - | 138 | 247 | 0,037 | 0,059 | 0,041 | 0,067 | 0,062 | 0,100 | 0,068 | 0,109 | |
| Graphite nodulaire, fonte malléable | < 180 HB | - | 138 | 247 | 0,037 | 0,059 | 0,041 | 0,067 | 0,062 | 0,100 | 0,068 | 0,109 |
| > 260 HB | E | 114 | 204 | 0,037 | 0,059 | 0,041 | 0,067 | 0,062 | 0,100 | 0,068 | 0,109 | |
| Légende | ||
| L = air | ae = 1xd1 | |
| E = émulsion | ||
| vc = vitesse de coupe [m/min] | ||
| fz = avance par dent [mm/t] | ap = 1xd1 | |
| ae = épaisseur de coupe (radiale) | ||
| ap = épaisseur de coupe (axiale) | ||
| Les données de coupe indiquées sont des données de référence. Elles doivent être adaptées aux conditions. | ||
| Valeurs de coupe pour rainure de dégrossissage | ||||||||||
| Pour les diamètres de 14-20 | ||||||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||||||
| Dia. 14 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Aciers de construction standard | < 500 N/mm² | L + E | 242 | 441 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Aciers au carbone | < 850 N/mm² | L + E | 196 | 357 | 0,079 | 0,130 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | L + E | 190 | 347 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Aciers alliés traités thermiquement | 850-1000 N/mm² | L + E | 184 | 336 | 0,069 | 0,113 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,057 | 0,094 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Aciers cémentés non alliés | < 750 N/mm² | L + E | 242 | 441 | 0,087 | 0,142 | 0,094 | 0,154 | 0,114 | 0,187 |
| Aciers cémentés alliés | < 1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Aciers nitrurés | < 1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,054 | 0,089 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Aciers à outils | < 850 N/mm² | L + E | 196 | 357 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 | |
| Aciers rapides | 850-1200 N/mm² | L + E | 109 | 200 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Aciers à ressort | < 1200 N/mm² | L + E | 109 | 200 | 0,047 | 0,077 | 0,050 | 0,081 | 0,069 | 0,113 |
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,089 | 0,146 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 127 | 231 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 109 | 200 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 92 | 168 | 0,065 | 0,107 | 0,069 | 0,113 | 0,079 | 0,130 |
| Alliages spéciaux | < 1200 N/mm² | E | 75 | 137 | 0,057 | 0,094 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titane, alliages de titane | < 850 N/mm² | E | 69 | 126 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Fonte | < 180 HB | - | 167 | 305 | 0,099 | 0,162 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Graphite nodulaire, fonte malléable | < 180 HB | - | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 109 | 200 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
Vu en dernier

DIN 3015-3 surface interne lisse PA

Valve de roue de voiture universelle Eco

Toggle lever for ISO P clamping system

Alvéole d'outils 4.4.1, clés mixtes, métriques, bague coudée à 15° 17 pièces

Système d'amortissement à Redoslide M50-HV

Connecteur à vis coudé pour insertion pour unités de graissage centrales

Fire protection duct inner corner E30

Jeu/kit tarauds à main pouce Taraud à main Ruko HSS DIN 2181 UNF 2 pièces

Roue pivotante jumelée ultra-souple pour machine

Vis à tête fraisée à six pans creux - DIN 7991/ISO 10642 acier 8.8 zinck-nickel noir ISO 10642, acier 8.8 zingué nickelé noir (ZNBHL)