





Fraises deux tailles HPC Speedcut 4.0 universelle, longue, en option, quatre lames, gradient d'angle de torsion irrégulier, avec refroidissement interne, queue HB
Fraise SC4.0 Uni DIN 6527L 3xD/2xD IC HB Twind
Art. N° 5443311807
EAN 4062856182398






























Inscrivez-vous dès maintenant pour accéder à plus de 125 000 produits !
Fiches de données de sécurité(X)

 | |
Référence du produit | 8537 |
Convient pour les matériaux | Acier, Fonte, Acier inoxydable, Titane, Matériau dur et résistant, Métal non ferreux |
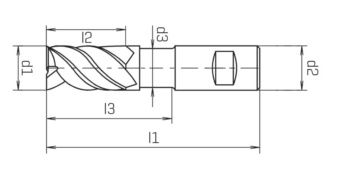
Diamètre (d1) | 20 mm |
Diamètre de la tige (d2) | 20 mm |
Diamètre de dégagement (d3) | 19,0 mm |
Normes | DIN 6527 |
Longueur de construction | Long |
Forme de tige | Cylindrique DIN 6535-HB |
Matière de coupe | C |
Finition | TWINDUR |
Alimentation en liquide de refroidissement | Interne |
Angle d'hélice | 35-38° |
Longueur (l1) | 104 mm |
Longueur de coupe (l2) | 38 mm |
Longueur de dégagement (l3) | 54 mm |
Nombre d'arêtes de coupe (Z) | 4 PCS |
Chanfrein coudé | 0,35 mm |
Tolérance de diamètre d'arête de coupe | h10 |
Tolérance de diamètre de tige | h6 |
Matière du sous-groupe | Aciers de construction génériques, Aciers trempés non alliés < 1 000 N/mm², Aciers trempés alliés < 1 000 N/mm², Aciers nitrurés < 1 300 N/mm², Fonte grise, Fonte malléable, Aciers inoxydables < 850 N/mm², Aciers inoxydables > 850 N/mm², Titane, Alliages de titane, Aciers > 45 HRC, Cuivre, Laiton, Aluminium |
| Légende |
| L = air |
| E = émulsion |
| vc = vitesse de coupe [m/min] |
| fz = avance par dent [mm/t] |
| ae = épaisseur de coupe (radiale) = 0.1xd1 |
| ap = épaisseur de coupe (axiale) = 1.5xd1 |
| Les vitesses de coupe indiquées renvoient à tous les types d'outils conformes à la norme DIN 6527K ou DIN 6527L. Pour les fraises deux tailles de la série XL, il est recommandé de réduire la vitesse de coupe de 30 %. |
| Valeurs de coupe pour contour de finition | ||||||||||
| Pour les diamètres de 14-20 | ||||||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||||||
| Dia. 14 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Aciers | ||||||||||
| Aciers de construction standard | < 500 N/mm² | L + E | 305 | 504 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Aciers au carbone | < 850 N/mm² | L + E | 247 | 408 | 0,079 | 0,130 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | L + E | 239 | 396 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Aciers alliés traités thermiquement | 850-1000 N/mm² | L + E | 232 | 384 | 0,069 | 0,113 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,057 | 0,094 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Aciers cémentés non alliés | < 750 N/mm² | L + E | 305 | 504 | 0,087 | 0,142 | 0,094 | 0,154 | 0,114 | 0,187 |
| Aciers cémentés alliés | < 1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Aciers nitrurés | < 1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,054 | 0,089 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Aciers à outils | < 850 N/mm² | L + E | 247 | 408 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 | |
| Aciers rapides | 850-1200 N/mm² | L + E | 138 | 228 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Aciers à ressort | < 1200 N/mm² | L + E | 138 | 228 | 0,047 | 0,077 | 0,050 | 0,081 | 0,069 | 0,113 |
| Aciers inoxydables | ||||||||||
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,089 | 0,146 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 160 | 264 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 138 | 228 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 116 | 192 | 0,065 | 0,107 | 0,069 | 0,113 | 0,079 | 0,130 |
| Alliages spéciaux | < 1200 N/mm² | E | 94 | 156 | 0,057 | 0,094 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titane, alliages de titane | < 850 N/mm² | E | 87 | 144 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Métaux moulés | ||||||||||
| Fonte | < 180 HB | - | 210 | 348 | 0,099 | 0,162 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Graphite nodulaire, fonte malléable | < 180 HB | - | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 138 | 228 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Valeurs de coupe pour contour de finition | ||||||||||||
| Pour les diamètres de 6-12 | ||||||||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||||||||
| Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| Aciers | ||||||||||||
| Aciers de construction standard | < 500 N/mm² | L + E | 305 | 504 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | 0,075 | 0,122 | |
| Aciers au carbone | < 850 N/mm² | L + E | 247 | 408 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | L + E | 239 | 396 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,035 | 0,058 | 0,050 | 0,081 | 0,062 | 0,101 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Aciers alliés traités thermiquement | 850-1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,055 | 0,090 | |
| Aciers cémentés non alliés | < 750 N/mm² | L + E | 305 | 504 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| Aciers cémentés alliés | < 1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Aciers nitrurés | < 1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,030 | 0,049 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 | |
| Aciers à outils | < 850 N/mm² | L + E | 247 | 408 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Aciers rapides | 850-1200 N/mm² | L + E | 138 | 228 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Aciers à ressort | < 1200 N/mm² | L + E | 138 | 228 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | 0,045 | 0,074 |
| Aciers inoxydables | ||||||||||||
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 167 | 276 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 160 | 264 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| < 850 N/mm² | E | 138 | 228 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 116 | 192 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,062 | 0,101 |
| Alliages spéciaux | < 1200 N/mm² | E | 94 | 156 | 0,025 | 0,041 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 |
| Titane, alliages de titane | < 850 N/mm² | E | 87 | 144 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Métaux moulés | ||||||||||||
| Fonte | < 180 HB | - | 210 | 348 | 0,040 | 0,065 | 0,050 | 0,081 | 0,075 | 0,122 | 0,089 | 0,146 |
| < 180 HB | - | 167 | 276 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Graphite nodulaire, fonte malléable | < 180 HB | - | 167 | 276 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 |
| > 260 HB | E | 138 | 228 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Légende |
| L = air |
| E = émulsion |
| vc = vitesse de coupe [m/min] |
| fz = avance par dent [mm/t] |
| ae = épaisseur de coupe (radiale) = 0.5xd1 |
| ap = épaisseur de coupe (axiale) = 1xd1 |
| Les données de coupe indiquées sont des données de référence. Elles doivent être adaptées aux conditions. |
| Valeurs de coupe pour rainure de dégrossissage | ||||||||||||
| Pour les diamètres de 6-12 | ||||||||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||||||||
| Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| Aciers | ||||||||||||
| Aciers de construction standard | < 500 N/mm² | L + E | 242 | 441 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | 0,075 | 0,122 | |
| Aciers au carbone | < 850 N/mm² | L + E | 196 | 357 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | L + E | 190 | 347 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,035 | 0,058 | 0,050 | 0,081 | 0,062 | 0,101 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Aciers alliés traités thermiquement | 850-1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,055 | 0,090 | |
| Aciers cémentés non alliés | < 750 N/mm² | L + E | 242 | 441 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| Aciers cémentés alliés | < 1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Aciers nitrurés | < 1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,030 | 0,049 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 | |
| Aciers à outils | < 850 N/mm² | L + E | 196 | 357 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Aciers rapides | 850-1200 N/mm² | L + E | 109 | 200 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Aciers à ressort | < 1200 N/mm² | L + E | 109 | 200 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | 0,045 | 0,074 |
| Aciers inoxydables | ||||||||||||
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 132 | 242 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 127 | 231 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| < 850 N/mm² | E | 109 | 200 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 92 | 168 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,062 | 0,101 |
| Alliages spéciaux | < 1200 N/mm² | E | 75 | 137 | 0,025 | 0,041 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 |
| Titane, alliages de titane | < 850 N/mm² | E | 69 | 126 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Métaux moulés | ||||||||||||
| Fonte | < 180 HB | - | 167 | 305 | 0,040 | 0,065 | 0,050 | 0,081 | 0,075 | 0,122 | 0,089 | 0,146 |
| < 180 HB | - | 132 | 242 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Graphite nodulaire, fonte malléable | < 180 HB | - | 132 | 242 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 |
| > 260 HB | E | 109 | 200 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Valeurs de coupe pour contour de dégrossissage | ||||||||||
| Pour les diamètres de 14-20 | ||||||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||||||
| Dia. 14 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Aciers | ||||||||||
| Aciers de construction standard | < 500 N/mm² | L + E | 252 | 452 | 0,091 | 0,146 | 0,099 | 0,159 | 0,120 | 0,192 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,086 | 0,138 | 0,093 | 0,150 | 0,109 | 0,176 | |
| Aciers au carbone | < 850 N/mm² | L + E | 204 | 366 | 0,083 | 0,133 | 0,093 | 0,150 | 0,109 | 0,176 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | L + E | 198 | 355 | 0,091 | 0,146 | 0,099 | 0,159 | 0,120 | 0,192 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,086 | 0,138 | 0,093 | 0,150 | 0,109 | 0,176 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Aciers alliés traités thermiquement | 850-1000 N/mm² | L + E | 192 | 344 | 0,072 | 0,117 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,060 | 0,096 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Aciers cémentés non alliés | < 750 N/mm² | L + E | 252 | 452 | 0,091 | 0,146 | 0,098 | 0,158 | 0,120 | 0,192 |
| Aciers cémentés alliés | < 1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Aciers nitrurés | < 1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,057 | 0,092 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Aciers à outils | < 850 N/mm² | L + E | 204 | 366 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 | |
| Aciers rapides | 850-1200 N/mm² | L + E | 114 | 204 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 |
| Aciers à ressort | < 1200 N/mm² | L + E | 114 | 204 | 0,049 | 0,080 | 0,052 | 0,083 | 0,072 | 0,117 |
| Aciers inoxydables | ||||||||||
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,093 | 0,150 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 132 | 237 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 |
| < 850 N/mm² | E | 114 | 204 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 96 | 172 | 0,068 | 0,110 | 0,072 | 0,117 | 0,083 | 0,133 |
| Alliages spéciaux | < 1200 N/mm² | E | 78 | 140 | 0,060 | 0,096 | 0,068 | 0,109 | 0,083 | 0,133 |
| Titane, alliages de titane | < 850 N/mm² | E | 72 | 129 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 |
| Métaux moulés | ||||||||||
| Fonte | < 180 HB | - | 174 | 312 | 0,104 | 0,167 | 0,114 | 0,183 | 0,135 | 0,216 |
| < 180 HB | - | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Graphite nodulaire, fonte malléable | < 180 HB | - | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| > 260 HB | E | 114 | 204 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Valeurs de coupe pour contour de dégrossissage | ||||||||||||
| Pour les diamètres de 6-12 | ||||||||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||||||||
| Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| Aciers | ||||||||||||
| Aciers de construction standard | < 500 N/mm² | L + E | 252 | 452 | 0,041 | 0,067 | 0,052 | 0,083 | 0,068 | 0,109 | 0,083 | 0,133 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,037 | 0,059 | 0,052 | 0,083 | 0,062 | 0,100 | 0,078 | 0,126 | |
| Aciers au carbone | < 850 N/mm² | L + E | 204 | 366 | 0,037 | 0,059 | 0,052 | 0,083 | 0,062 | 0,100 | 0,072 | 0,117 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | L + E | 198 | 355 | 0,041 | 0,067 | 0,052 | 0,083 | 0,068 | 0,109 | 0,083 | 0,133 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,037 | 0,059 | 0,052 | 0,083 | 0,064 | 0,104 | 0,078 | 0,126 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 | |
| Aciers alliés traités thermiquement | 850-1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | 0,062 | 0,100 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | 0,058 | 0,093 | |
| Aciers cémentés non alliés | < 750 N/mm² | L + E | 252 | 452 | 0,041 | 0,067 | 0,052 | 0,083 | 0,068 | 0,109 | 0,083 | 0,133 |
| Aciers cémentés alliés | < 1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Aciers nitrurés | < 1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,031 | 0,050 | 0,037 | 0,059 | 0,047 | 0,076 | 0,052 | 0,083 | |
| Aciers à outils | < 850 N/mm² | L + E | 204 | 366 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,037 | 0,059 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Aciers rapides | 850-1200 N/mm² | L + E | 114 | 204 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 |
| Aciers à ressort | < 1200 N/mm² | L + E | 114 | 204 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | 0,047 | 0,076 |
| Aciers inoxydables | ||||||||||||
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 138 | 247 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 132 | 237 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 |
| < 850 N/mm² | E | 114 | 204 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 96 | 172 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | 0,064 | 0,104 |
| Alliages spéciaux | < 1200 N/mm² | E | 78 | 140 | 0,026 | 0,043 | 0,037 | 0,059 | 0,047 | 0,076 | 0,052 | 0,083 |
| Titane, alliages de titane | < 850 N/mm² | E | 72 | 129 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 |
| Métaux moulés | ||||||||||||
| Fonte | < 180 HB | - | 174 | 312 | 0,041 | 0,067 | 0,052 | 0,083 | 0,078 | 0,126 | 0,093 | 0,150 |
| < 180 HB | - | 138 | 247 | 0,037 | 0,059 | 0,041 | 0,067 | 0,062 | 0,100 | 0,068 | 0,109 | |
| Graphite nodulaire, fonte malléable | < 180 HB | - | 138 | 247 | 0,037 | 0,059 | 0,041 | 0,067 | 0,062 | 0,100 | 0,068 | 0,109 |
| > 260 HB | E | 114 | 204 | 0,037 | 0,059 | 0,041 | 0,067 | 0,062 | 0,100 | 0,068 | 0,109 | |
| Légende |
| L = air |
| E = émulsion |
| vc = vitesse de coupe [m/min] |
| fz = avance par dent [mm/t] |
| ae = épaisseur de coupe (radiale) = 1xd1 |
| ap = épaisseur de coupe (axiale) = 1xd1 |
| Les données de coupe indiquées sont des données de référence. Elles doivent être adaptées aux conditions. |
| Valeurs de coupe pour rainure de dégrossissage | ||||||||||
| Pour les diamètres de 14-20 | ||||||||||
| Type de matériau | Résistance à la traction | Refroidissement | vc | fz | ||||||
| Dia. 14 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Aciers | ||||||||||
| Aciers de construction standard | < 500 N/mm² | L + E | 242 | 441 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Aciers au carbone | < 850 N/mm² | L + E | 196 | 357 | 0,079 | 0,130 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Aciers traités thermiquement non alliés | < 700 N/mm² | L + E | 190 | 347 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Aciers alliés traités thermiquement | 850-1000 N/mm² | L + E | 184 | 336 | 0,069 | 0,113 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,057 | 0,094 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Aciers cémentés non alliés | < 750 N/mm² | L + E | 242 | 441 | 0,087 | 0,142 | 0,094 | 0,154 | 0,114 | 0,187 |
| Aciers cémentés alliés | < 1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Aciers nitrurés | < 1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,054 | 0,089 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Aciers à outils | < 850 N/mm² | L + E | 196 | 357 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 | |
| Aciers rapides | 850-1200 N/mm² | L + E | 109 | 200 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Aciers à ressort | < 1200 N/mm² | L + E | 109 | 200 | 0,047 | 0,077 | 0,050 | 0,081 | 0,069 | 0,113 |
| Aciers inoxydables | ||||||||||
| Aciers inoxydables, sulfurés | < 700 N/mm² | E | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,089 | 0,146 |
| Aciers inoxydables, austénitiques | < 700 N/mm² | E | 127 | 231 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 109 | 200 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Aciers inoxydables, martensitiques | < 1100 N/mm² | E | 92 | 168 | 0,065 | 0,107 | 0,069 | 0,113 | 0,079 | 0,130 |
| Alliages spéciaux | < 1200 N/mm² | E | 75 | 137 | 0,057 | 0,094 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titane, alliages de titane | < 850 N/mm² | E | 69 | 126 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Métaux moulés | ||||||||||
| Fonte | < 180 HB | - | 167 | 305 | 0,099 | 0,162 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Graphite nodulaire, fonte malléable | < 180 HB | - | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 109 | 200 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
Vu en dernier

Goujon à souder ISO 13918 acier cuivré 4.8 forme PT

Accessoires pour chaussures

Couronne de perçage métal Ruko Support QuickIN brut en carbure monobloc

Filet rapporté FR

Ecrou hexagonal ISO4032 acier 10 zinc lamellaire argent ISO 4032, acier 10 avec revêtement zinc lamellaire argenté (ZFSHL)

Vis tête fraisée à six pans creux ISO 10642, acier inoxydable A2-070, brut

Vis à tête cylindrique bombée ISO 7045 inox A2 brut PZ

Vis à tête fraisée ISO 14581 acier 08.8 zingué ISO 14581, acier 8.8 zingué, passivation par film épais avec étanchéité (ZSML)

Vis à bois de montage ASSY® 4 A2 PH inox A2 brut filetage partiel tête bombée
Goujon à souder ISO 13918 acier cuivré 4.8 forme PT