
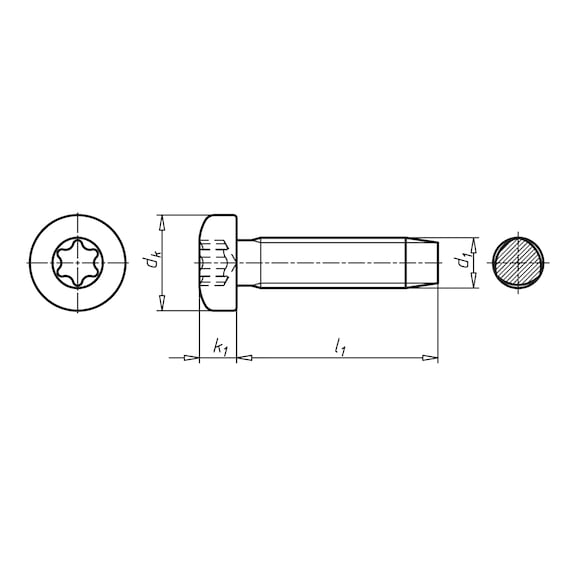




GEFU® thread-rolling screw with Taptite 2000® thread, flat head and hexalobular drive
GEFU DIN 7500-1 steel zinc plated flat head TX
SCR-PANHD-DIN7500-PE-TX20-(A2K)-M4,0X14


Register now and access more than 125,000 products
Self-tapping screws form a nut thread in cast blind holes, rim holes and drilled, lasered and punched sheet metal parts. Unlike thread cutting, self-tapping does not interrupt the material structure in the receiving thread. Instead, the material is displaced and strain-hardened.
Benefits:
Cost savings
- Eliminates thread cutting
Non-cutting thread formation
Low rolling torques with greater thread flank overlap
- TRILOBULAR shape of the core diameter combined with the radius profile of the thread flanks
High clamping force
- Due to low rolling torques
High load-bearing capacity
- Due to large thread flank overlap
- Due to strain-hardened counter thread (nut thread)
Protection against loss (reduced likelihood of screw working loose)
- Play-free and self-locking thread seating
The formed thread corresponds to a standard metric thread
- Where necessary, the GEFU screw can be replaced with a metric screw.
The suitability of the GEFU
® for the application or component in question must be determined by testing in advance. Guideline values for suitable hole diameters are specified in DIN 7500-2.
Datasheets(X)
CAD data (available after login)

Examples of materials suitable for this type of non-cutting direct screwing are ductile materials such as steel (up to approx. 500 N/mm²), die-cast zinc, aluminium, copper, copper alloys etc.
 | |
Thread type x nominal diameter (d1) | M4 |
Length (l1) | 14 mm |
Head diameter (dk) | 8 mm |
Head height (k1) | 3.1 mm |
Head type | Flat head |
Material | Steel, case-hardened |
Surface | Zinc plated |
Thread type | Metric thread |
Internal drive | TX20 |
Guideline values for hole diameters | 3.7 mm |
Standards | DIN 7500-1 |
RoHS-compliant | Yes |
| Material thickness mm | Core hole diameter for | ||||||||
| thread nominal diameter | M2 | M2.5 | M3 | M3.5 | M4 | M5 | M6 | M8 | M10 |
| 2 and below | 1,8 | 2,2 | 2,7 | 3,2 | 3,6 | 4,5 | 5,4 | - | - |
| 4 | 1,8 | 2,3 | 2,8 | 3,2 | 3,6 | 4,5 | 5,5 | 7,3 | 9,2 |
| 6 | - | 2,3 | 2,8 | 3,2 | 3,7 | 4,6 | 5,5 | 7,4 | 9,3 |
| 8 | - | - | - | 3,7 | 4,6 | 5,5 | 7,4 | 9,4 | |
| 10 and above | - | - | - | - | 4,6 | 5,6 | 7,5 | 9,5 | |
| This information is taken from DIN 7500/Part 2 | |||||||||
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

TIPP® Express pipe clamp with hinge

Standard welding gun with trigger button

1/2 inch socket wrench hexagon socket extra long

Speeddrill+ Universal solid carbide twist drill bit DIN 6537K, short 3xD, 2 drill heels

Low-cut safety shoes, S2 Steitz VD 3570 BOA SST

Flat grease nipple, shape A, inches

3/8" socket wrench insert Inch, hexagon, short

Feather key, high profile DIN 6885, steel C 45 K, plain, shape A

MG-ZD 12 designer furniture handle

Hexagon bolt with shank DIN 931, steel 12.9, plain