





Gewindeformer HSCo TiN Speedtap Inox, mit Innenkühlung
Gewindeformer HSCo TiN Speedtap Inox mit IK
GWDFORM-HSCO-DIN2174-SPEEDTAP-IK-M6
Art.-Nr. 5443200600
EAN 4062856443550
















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
- Achtung: Beim Gewindeformen wird ein spezieller, im Vergleich zum Gewindeschneiden größerer, Vorbohrdurchmesser mit engeren Toleranzen benötigt! Bei allen Gewindeformern ist der passende Kernlochdurchmesser als technisches Merkmal hinterlegt.
- Beim Gewindeformen ist die Hauptaufgabe der Kühlschmierstoffe die Schmierung. Je mehr Schmierung mit möglichst hohem Fettanteil verwendet wird, desto höher ist die Standzeit. Darüber hinaus beeinflusst die Schmierung die Oberflächenqualität des Gewindes!
- Beachten Sie, dass Sie beim Gewindeformen ca. den 2-fachen Leistungsbedarf (Drehmoment) gegenüber dem Gewindebohren benötigen. Dies bedeutet beim Einsatz von Gewindeschneidapparaten die Kapazität zu beachten.
Datenblätter(X)

 | |
Produktcode | 4678 |
Gewindeart | Metrisches Gewinde |
Zu bearbeitender Werkstoff | Stahl, Edelstahl, Kupfer, Messing, Aluminium, Kunststoff |
Lochtyp | Durchgangs-/Grundloch ≤ 3xD |
Passend für Maschinentyp | Fräsbohrzentrum |
Gewindeart x Nenndurchmesser | M6 |
Steigung | 1 mm |
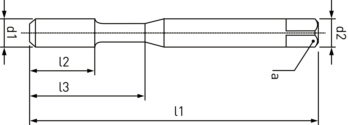
Länge | 80 mm |
Gewindelänge | 19 mm |
Nutzlänge | 30 mm |
Schaftdurchmesser | 6 mm |
Größe Vierkant | 4,9 mm |
Anzahl Schneiden | 5 STK |
Kernlochdurchmesser | 5,55 mm |
Schneidstoff | HSCo |
DIN | 2174 |
Oberfläche | TiN |
Form | C |
Schaftform | Zylindrisch mit Vierkantantrieb |
Toleranz Gewindeformer | 6HX |
Geeignet für Zugfestigkeit bis | 1200 N/mm² |
Kühlmittelzufuhr | Intern |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte | ||||||||||||
| Für M6 - 10 | ||||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | M6 | M8 | M10 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| von | bis | von | bis | von | bis | von | bis | |||||
| Stähle | ||||||||||||
| Stähle | < 400 N/mm² | 20 | 30 | 1.061 | 1.592 | 1 | 1.061 | 1.194 | 1,25 | 637 | 955 | 1,5 |
| Stähle | < 850 N/mm² | 20 | 30 | 1.061 | 1.592 | 1 | 1.061 | 1.194 | 1,25 | 637 | 955 | 1,5 |
| Stähle | < 1.100 N/mm² | 8 | 15 | 424 | 796 | 1 | 424 | 597 | 1,25 | 255 | 477 | 1,5 |
| Stähle | < 1.300 N/mm² | 8 | 15 | 424 | 796 | 1 | 424 | 597 | 1,25 | 255 | 477 | 1,5 |
| Edelstähle | ||||||||||||
| Rostfreie Stähle | < 850 N/mm² | 10 | 20 | 531 | 1.061 | 1 | 531 | 796 | 1,25 | 318 | 637 | 1,5 |
| Rostfreie Stähle | > 850 N/mm² | 10 | 20 | 531 | 1.061 | 1 | 531 | 796 | 1,25 | 318 | 637 | 1,5 |
| NE-Metalle | ||||||||||||
| Kupfer, Messing | 20 | 40 | 1.061 | 2.122 | 1 | 1.061 | 1.592 | 1,25 | 637 | 1.273 | 1,5 | |
| Aluminium | 20 | 40 | 1.061 | 2.122 | 1 | 1.061 | 1.592 | 1,25 | 637 | 1.273 | 1,5 | |
| Legende |
| vc = Schnittgeschwindigkeit [m/min] |
| f = Vorschub [mm/U] |
| n = Drehzahl [U/min] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte | ||||||||||||
| Für M12 - 16 | ||||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | M12 | M14 | M16 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| von | bis | von | bis | von | bis | von | bis | |||||
| Stähle | ||||||||||||
| Stähle | < 400 N/mm² | 20 | 30 | 531 | 796 | 1,75 | 455 | 682 | 2 | 398 | 597 | 2 |
| Stähle | < 850 N/mm² | 20 | 30 | 531 | 796 | 1,75 | 455 | 682 | 2 | 398 | 597 | 2 |
| Stähle | < 1.100 N/mm² | 8 | 15 | 212 | 398 | 1,75 | 182 | 341 | 2 | 159 | 298 | 2 |
| Stähle | < 1.300 N/mm² | 8 | 15 | 212 | 398 | 1,75 | 182 | 341 | 2 | 159 | 298 | 2 |
| Edelstähle | ||||||||||||
| Rostfreie Stähle | < 850 N/mm² | 10 | 20 | 265 | 531 | 1,75 | 227 | 455 | 2 | 199 | 398 | 2 |
| Rostfreie Stähle | > 850 N/mm² | 10 | 20 | 265 | 531 | 1,75 | 227 | 455 | 2 | 199 | 398 | 2 |
| NE-Metalle | ||||||||||||
| Kupfer, Messing | 20 | 40 | 531 | 1.061 | 1,75 | 455 | 909 | 2 | 398 | 796 | 2 | |
| Aluminium | 20 | 40 | 531 | 1.061 | 1,75 | 455 | 909 | 2 | 398 | 796 | 2 | |
RAL Farbwert auswählen
ACHTUNG: Die Bildschirmdarstellung der Farbe weicht vom wirklichen Farbton ab!
Zuletzt angesehen

Einteilungssortiment mit Fachschienen und Fachteiler für Systemmaß 16.8

Splint ISO/WN 1234 Stahl verzinkt

Federscheibe Form B DIN 137, Federstahl, blank, Form B gewellt

Parksensoren Werkzeug-Satz FCA 5-tlg.

Druckluft-Wartungseinheit Baugröße 1 Regler

Spiralbohrer SMART STEP EU+ HSS DIN 338

Schnürsenkel

Stiftschraube mit Einschraubende ≈ 2d DIN 835, Stahl 8.8, verzinkt blau passiviert (A2K)

CLIP-O-FLEX® Werkzeugablage

Deckel für Mülleimer ENVI FREE