





Gewindeformer HSCo8 TiCN Speedtap Universal
Gewindeformer HSCo8 TiCN Speedtap Universal
GWDFORM-HSCO8-DIN2174-TICN-M4
Art.-Nr. 5443220400
EAN 4065746792332














Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
- Achtung: Beim Gewindeformen wird ein spezieller, im Vergleich zum Gewindeschneiden größerer, Vorbohrdurchmesser mit engeren Toleranzen benötigt! Bei allen Gewindeformern ist der passende Kernlochdurchmesser als technisches Merkmal hinterlegt.
- Beim Gewindeformen ist die Hauptaufgabe der Kühlschmierstoffe die Schmierung. Je mehr Schmierung mit möglichst hohem Fettanteil verwendet wird, desto höher ist die Standzeit. Darüber hinaus beeinflusst die Schmierung die Oberflächenqualität des Gewindes!
- Beachten Sie, dass Sie beim Gewindeformen ca. den 2-fachen Leistungsbedarf (Drehmoment) gegenüber dem Gewindebohren benötigen. Dies bedeutet beim Einsatz von Gewindeschneidapparaten die Kapazität zu beachten.
Datenblätter(X)

 | |
Produktcode | 4669 |
Gewindeart | Metrisches Gewinde |
Zu bearbeitender Werkstoff | Stahl, Edelstahl, Kupfer, Messing, Aluminium |
Lochtyp | Durchgangs-/Grundloch ≤ 3xD |
Passend für Maschinentyp | Fräsbohrzentrum |
Gewindeart x Nenndurchmesser | M4 |
Steigung | 0,7 mm |
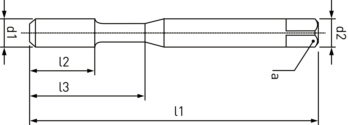
Länge | 63 mm |
Gewindelänge | 11 mm |
Nutzlänge | 21 mm |
Schaftdurchmesser | 4,5 mm |
Größe Vierkant | 3,4 mm |
Anzahl Schneiden | 4 STK |
Kernlochdurchmesser | 3,7 mm |
Schneidstoff | HSCo8 |
DIN | 2174 |
Oberfläche | TiCN |
Form | C |
Schaftform | Zylindrisch mit Vierkantantrieb |
Toleranz Gewindeformer | ISO 2X (6HX) |
Geeignet für Zugfestigkeit bis | 1300 N/mm² |
Kühlmittelzufuhr | Extern |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Kupfer, Messing, Aluminium |
RAL Farbwert auswählen
ACHTUNG: Die Bildschirmdarstellung der Farbe weicht vom wirklichen Farbton ab!
Zuletzt angesehen

Elegance S1P FLEXITEC® ESD-Sicherheitsschuh

Scheibe mit großem Außendurchmesser DIN 9021, Stahl blank

Zylinderschraube mit Innensechskant ISO 4762 / DIN 912, Stahl 12.9, blank

Schutzhandschuh Winter Fitzner NI Terry 597

Nature Arbeitslatzhose

Betonschraube W-BS/S Typ ST-6 als Stockschraube mit Anschlussgewinde

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 10.9, verzinkt blau passiviert (A2K)

Sport Crux S3 ESD Sicherheitsstiefel

VHM-Radiusfräser, kurz, Vierschneider

Flache Scheibe für Sechskantschrauben und Muttern