





HPC-Schaftfräser Speedcut 4.0-Inox, extra lang XL, freigestellt, Vierschneider, ungleiche Drallsteigung, HA-Schaft
Fräser SC4.0 Inox DIN 6527XL Ultrad FG HA
SHFTFRS-SP-HPC-4.0-XL-IX-TN-UD-HA-D20




























Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 8267 |
Zu bearbeitender Werkstoff | GFK |
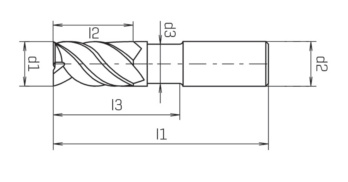
Durchmesser (d1) | 20 mm |
Schaftdurchmesser (d2) | 18 mm |
Freistellungsdurchmesser (d3) | 19.5 mm |
Normen | WN |
Baulänge | Extra lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | ULTRADUR |
Kühlmittelzufuhr | Extern |
Drallwinkel | 39-42° |
Länge (l1) | 124 mm |
Schneidenlänge (l2) | 38 mm |
Freistellungslänge (l3) | 71 mm |
Anzahl Schneiden (Z) | 4 STK |
Eckenfase | 0.35 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | GFK |
| Schnittwerte für Schlichten-Kontur | ||||||||
| Für Ø 10 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 10 | Ø 12 | |||||||
| min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 305 | 504 | 0,065 | 0,106 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,059 | 0,097 | 0,075 | 0,122 | |
| Automatenstähle | < 850 N/mm² | L + E | 247 | 408 | 0,059 | 0,097 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 239 | 396 | 0,065 | 0,106 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,062 | 0,101 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,050 | 0,081 | 0,055 | 0,090 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 305 | 504 | 0,065 | 0,106 | 0,079 | 0,130 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,045 | 0,074 | 0,050 | 0,081 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 247 | 408 | 0,055 | 0,090 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 138 | 228 | 0,050 | 0,081 | 0,059 | 0,097 |
| Federstähle | < 1200 N/mm² | L + E | 138 | 228 | 0,040 | 0,065 | 0,045 | 0,074 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 167 | 276 | 0,055 | 0,090 | 0,065 | 0,106 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 160 | 264 | 0,050 | 0,081 | 0,059 | 0,097 |
| < 850 N/mm² | E | 138 | 228 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 116 | 192 | 0,050 | 0,081 | 0,062 | 0,101 |
| Sonderlegierungen | < 1200 N/mm² | E | 94 | 156 | 0,045 | 0,074 | 0,050 | 0,081 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 87 | 144 | 0,050 | 0,081 | 0,059 | 0,097 |
| Gusseisen | < 180 HB | - | 210 | 348 | 0,075 | 0,122 | 0,089 | 0,146 |
| < 180 HB | - | 167 | 276 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 167 | 276 | 0,059 | 0,097 | 0,065 | 0,106 |
| > 260 HB | E | 138 | 228 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Schnittwerte für Schlichten-Kontur | ||||||||||
| Für Ø 5 - 8 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 5 | Ø 6 | Ø 8 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 305 | 504 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 | |
| Automatenstähle | < 850 N/mm² | L + E | 247 | 408 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 239 | 396 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 305 | 504 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 247 | 408 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,022 | 0,036 | 0,025 | 0,041 | 0,035 | 0,058 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 138 | 228 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Federstähle | < 1200 N/mm² | L + E | 138 | 228 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 167 | 276 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 160 | 264 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| < 850 N/mm² | E | 138 | 228 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 116 | 192 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Sonderlegierungen | < 1200 N/mm² | E | 94 | 156 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 87 | 144 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Gusseisen | < 180 HB | - | 210 | 348 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| < 180 HB | - | 167 | 276 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 167 | 276 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 |
| > 260 HB | E | 138 | 228 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 | |
| Legende | ||
| L = Luft | ae = 0,5xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Kontur | ||||||||||
| Für Ø 5 - 8 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 5 | Ø 6 | Ø 8 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 252 | 452 | 0,037 | 0,059 | 0,041 | 0,067 | 0,052 | 0,083 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,031 | 0,050 | 0,037 | 0,059 | 0,052 | 0,083 | |
| Automatenstähle | < 850 N/mm² | L + E | 204 | 366 | 0,031 | 0,050 | 0,037 | 0,059 | 0,052 | 0,083 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 198 | 355 | 0,037 | 0,059 | 0,041 | 0,067 | 0,052 | 0,083 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,031 | 0,050 | 0,037 | 0,059 | 0,052 | 0,083 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 252 | 452 | 0,037 | 0,059 | 0,041 | 0,067 | 0,052 | 0,083 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 204 | 366 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,023 | 0,037 | 0,026 | 0,043 | 0,037 | 0,059 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 114 | 204 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| Federstähle | < 1200 N/mm² | L + E | 114 | 204 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 138 | 247 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 132 | 237 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| < 850 N/mm² | E | 114 | 204 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 96 | 172 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| Sonderlegierungen | < 1200 N/mm² | E | 78 | 140 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 72 | 129 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| Gusseisen | < 180 HB | - | 174 | 312 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 |
| < 180 HB | - | 138 | 247 | 0,031 | 0,050 | 0,037 | 0,059 | 0,041 | 0,067 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 138 | 247 | 0,031 | 0,050 | 0,037 | 0,059 | 0,041 | 0,067 |
| > 260 HB | E | 114 | 204 | 0,031 | 0,050 | 0,037 | 0,059 | 0,041 | 0,067 | |
| Legende | ||
| L = Luft | ae = 1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 16 - 20 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 16 | Ø 20 | |||||||
| min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 252 | 452 | 0,099 | 0,159 | 0,120 | 0,192 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,093 | 0,150 | 0,109 | 0,176 | |
| Automatenstähle | < 850 N/mm² | L + E | 204 | 366 | 0,093 | 0,150 | 0,109 | 0,176 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 198 | 355 | 0,099 | 0,159 | 0,120 | 0,192 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,093 | 0,150 | 0,109 | 0,176 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 192 | 344 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 252 | 452 | 0,098 | 0,158 | 0,120 | 0,192 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 204 | 366 | 0,083 | 0,133 | 0,104 | 0,167 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,072 | 0,117 | 0,093 | 0,150 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 114 | 204 | 0,072 | 0,117 | 0,093 | 0,150 |
| Federstähle | < 1200 N/mm² | L + E | 114 | 204 | 0,052 | 0,083 | 0,072 | 0,117 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 138 | 247 | 0,083 | 0,133 | 0,093 | 0,150 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 132 | 237 | 0,072 | 0,117 | 0,083 | 0,133 |
| < 850 N/mm² | E | 114 | 204 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 96 | 172 | 0,072 | 0,117 | 0,083 | 0,133 |
| Sonderlegierungen | < 1200 N/mm² | E | 78 | 140 | 0,068 | 0,109 | 0,083 | 0,133 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 72 | 129 | 0,072 | 0,117 | 0,093 | 0,150 |
| Gusseisen | < 180 HB | - | 174 | 312 | 0,114 | 0,183 | 0,135 | 0,216 |
| < 180 HB | - | 138 | 247 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 138 | 247 | 0,083 | 0,133 | 0,104 | 0,167 |
| > 260 HB | E | 114 | 204 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Schnittwerte für Schruppen-Kontur | ||||||||
| Für Ø 10 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 10 | Ø 12 | |||||||
| min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 252 | 452 | 0,068 | 0,109 | 0,083 | 0,133 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,062 | 0,100 | 0,078 | 0,126 | |
| Automatenstähle | < 850 N/mm² | L + E | 204 | 366 | 0,062 | 0,100 | 0,072 | 0,117 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,068 | 0,109 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 198 | 355 | 0,068 | 0,109 | 0,083 | 0,133 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,064 | 0,104 | 0,078 | 0,126 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,058 | 0,093 | 0,068 | 0,109 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,062 | 0,100 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,052 | 0,083 | 0,058 | 0,093 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 252 | 452 | 0,068 | 0,109 | 0,083 | 0,133 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,047 | 0,076 | 0,052 | 0,083 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 204 | 366 | 0,058 | 0,093 | 0,068 | 0,109 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 114 | 204 | 0,052 | 0,083 | 0,062 | 0,100 |
| Federstähle | < 1200 N/mm² | L + E | 114 | 204 | 0,041 | 0,067 | 0,047 | 0,076 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 138 | 247 | 0,058 | 0,093 | 0,068 | 0,109 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 132 | 237 | 0,052 | 0,083 | 0,062 | 0,100 |
| < 850 N/mm² | E | 114 | 204 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 96 | 172 | 0,052 | 0,083 | 0,064 | 0,104 |
| Sonderlegierungen | < 1200 N/mm² | E | 78 | 140 | 0,047 | 0,076 | 0,052 | 0,083 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 72 | 129 | 0,052 | 0,083 | 0,062 | 0,100 |
| Gusseisen | < 180 HB | - | 174 | 312 | 0,078 | 0,126 | 0,093 | 0,150 |
| < 180 HB | - | 138 | 247 | 0,062 | 0,100 | 0,068 | 0,109 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 138 | 247 | 0,062 | 0,100 | 0,068 | 0,109 |
| > 260 HB | E | 114 | 204 | 0,062 | 0,100 | 0,068 | 0,109 | |
| Schnittwerte für Schruppen-Nut | ||||||||||
| Für Ø 5 - 8 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 5 | Ø 6 | Ø 8 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 242 | 441 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 | |
| Automatenstähle | < 850 N/mm² | L + E | 196 | 357 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 190 | 347 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 242 | 441 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 196 | 357 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,022 | 0,036 | 0,025 | 0,041 | 0,035 | 0,058 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 109 | 200 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Federstähle | < 1200 N/mm² | L + E | 109 | 200 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 132 | 242 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 127 | 231 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| < 850 N/mm² | E | 109 | 200 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 92 | 168 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Sonderlegierungen | < 1200 N/mm² | E | 75 | 137 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 69 | 126 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Gusseisen | < 180 HB | - | 167 | 305 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| < 180 HB | - | 132 | 242 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 132 | 242 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 |
| > 260 HB | E | 109 | 200 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 | |
| Legende | ||
| L = Luft | ae = 0,1xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schlichten-Kontur | ||||||||
| Für Ø 16 - 20 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 16 | Ø 20 | |||||||
| min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 305 | 504 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Automatenstähle | < 850 N/mm² | L + E | 247 | 408 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 239 | 396 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 232 | 384 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 305 | 504 | 0,094 | 0,154 | 0,114 | 0,187 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 232 | 384 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 247 | 408 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,069 | 0,113 | 0,089 | 0,146 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 138 | 228 | 0,069 | 0,113 | 0,089 | 0,146 |
| Federstähle | < 1200 N/mm² | L + E | 138 | 228 | 0,050 | 0,081 | 0,069 | 0,113 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 167 | 276 | 0,079 | 0,130 | 0,089 | 0,146 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 160 | 264 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 138 | 228 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 116 | 192 | 0,069 | 0,113 | 0,079 | 0,130 |
| Sonderlegierungen | < 1200 N/mm² | E | 94 | 156 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 87 | 144 | 0,069 | 0,113 | 0,089 | 0,146 |
| Gusseisen | < 180 HB | - | 210 | 348 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 167 | 276 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 167 | 276 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 138 | 228 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Schnittwerte für Schruppen-Nut | ||||||||
| Für Ø 16 - 20 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 16 | Ø 20 | |||||||
| min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 242 | 441 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Automatenstähle | < 850 N/mm² | L + E | 196 | 357 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 190 | 347 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 184 | 336 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 242 | 441 | 0,094 | 0,154 | 0,114 | 0,187 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 196 | 357 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,069 | 0,113 | 0,089 | 0,146 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 109 | 200 | 0,069 | 0,113 | 0,089 | 0,146 |
| Federstähle | < 1200 N/mm² | L + E | 109 | 200 | 0,050 | 0,081 | 0,069 | 0,113 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 132 | 242 | 0,079 | 0,130 | 0,089 | 0,146 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 127 | 231 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 109 | 200 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 92 | 168 | 0,069 | 0,113 | 0,079 | 0,130 |
| Sonderlegierungen | < 1200 N/mm² | E | 75 | 137 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 69 | 126 | 0,069 | 0,113 | 0,089 | 0,146 |
| Gusseisen | < 180 HB | - | 167 | 305 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 132 | 242 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 132 | 242 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 109 | 200 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Schnittwerte für Schruppen-Nut | ||||||||
| Für Ø 10 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 10 | Ø 12 | |||||||
| min. | max. | min. | max. | min. | max. | |||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 242 | 441 | 0,065 | 0,106 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,059 | 0,097 | 0,075 | 0,122 | |
| Automatenstähle | < 850 N/mm² | L + E | 196 | 357 | 0,059 | 0,097 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 190 | 347 | 0,065 | 0,106 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,062 | 0,101 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,050 | 0,081 | 0,055 | 0,090 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 242 | 441 | 0,065 | 0,106 | 0,079 | 0,130 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,045 | 0,074 | 0,050 | 0,081 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 196 | 357 | 0,055 | 0,090 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 109 | 200 | 0,050 | 0,081 | 0,059 | 0,097 |
| Federstähle | < 1200 N/mm² | L + E | 109 | 200 | 0,040 | 0,065 | 0,045 | 0,074 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 132 | 242 | 0,055 | 0,090 | 0,065 | 0,106 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 127 | 231 | 0,050 | 0,081 | 0,059 | 0,097 |
| < 850 N/mm² | E | 109 | 200 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 92 | 168 | 0,050 | 0,081 | 0,062 | 0,101 |
| Sonderlegierungen | < 1200 N/mm² | E | 75 | 137 | 0,045 | 0,074 | 0,050 | 0,081 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 69 | 126 | 0,050 | 0,081 | 0,059 | 0,097 |
| Gusseisen | < 180 HB | - | 167 | 305 | 0,075 | 0,122 | 0,089 | 0,146 |
| < 180 HB | - | 132 | 242 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 132 | 242 | 0,059 | 0,097 | 0,065 | 0,106 |
| > 260 HB | E | 109 | 200 | 0,059 | 0,097 | 0,065 | 0,106 | |
Zuletzt angesehen

Arbeitshose Kübler Activiq 2250 5365

Kabeleinzugsgerät CPS 3

Gewindestift mit Innensechskant und abgeflachter Spitze ISO 4027, Edelstahl A2 21H, blank

Spannstift/Spannhülse geschlitzt, schwere Ausführung ISO 8752 Federstahl blank

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, verzinkt blau passiviert (A2K)

Absaugsonde für Ölabsauggerät

Spiralbohrer VHM, Innenkühlung für universelle Anwendungen und große Bohrtiefen bis 16xd

PU-Druckluftspiralschlauch Premium Anti-Funken wSafe® 2000

Stoßgriff ST/A110

Hochschrankvollauszug VS TAL LARDER