





HPC-Schaftfräser Speedcut 4.0-Ultra Hard Steel 50-65 HRC, extra lang XL, Vierschneider, ungleiche Drallsteigung
Fräser SC 4.0 50-65HRC WN-XL 50° Vario DUALDUR
SHFTFRS-HPC-4.0-WN-XL-65HRC-FG-HA-D10
Art.-Nr. 5443316024
EAN 4065746569002






















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 8797 |
Zu bearbeitender Werkstoff | Harter und zäher Werkstoff |
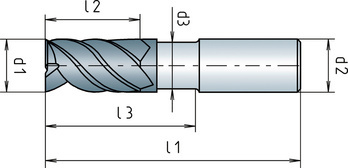
Durchmesser (d1) | 10,0 mm |
Schaftdurchmesser (d2) | 10,0 mm |
Freistellungsdurchmesser (d3) | 9,5 mm |
Normen | WN |
Baulänge | Extra lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | H |
Schneidstoff | VHM |
Oberfläche | DUALDUR |
Kühlmittelzufuhr | Extern |
Drallwinkel | 50° Vario |
Länge (l1) | 80 mm |
Schneidenlänge (l2) | 22 mm |
Freistellungslänge (l3) | 40 mm |
Anzahl Schneiden (Z) | 4 STK |
Eckenfase | 0,05 mm |
Toleranz Schneidendurchmesser | e8 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Stähle > 45 HRC, Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Legierte Vergütungsstähle < 1000 N/mm² |
| Legende |
| L = Luft |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| ae Schnittdicke (radial) = 0,015xd1 |
| ap Schnittdicke (axial) = 1,5xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte für Schlichten | |||||
| Für Ø 20 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |
| Ø 20 | |||||
| min. | max. | ||||
| Stähle | |||||
| Schnellarbeitsstähle | < 1300 N/mm² | E | 128 | 0,068 | 0,101 |
| Werkzeugstähle | < 1300 N/mm² | E | 186 | 0,068 | 0,101 |
| Edelstähle | |||||
| Gehärtete Stähle | 40-48 HRC | L | 62 | 0,038 | 0,058 |
| Gehärtete Stähle | 45 - 55 HRC | L | 50 | 0,034 | 0,050 |
| Gehärtete Stähle | 55 - 60 HRC | L | 50 | 0,034 | 0,050 |
| Gehärtete Stähle | 60 - 65 HRC | L | 33 | 0,026 | 0,038 |
| Güsse | |||||
| Gusseisen, Lamellengrahit | < 180 HB | L + E | 186 | 0,101 | 0,152 |
| Gusseisen, Lamellengrahit | > 260 HB | L + E | 149 | 0,101 | 0,152 |
| Kugelgrafit, Temperguss | > 260 HB | L + E | 145 | 0,101 | 0,152 |
| Schnittwerte für Schlichten | |||||||||||
| Für Ø 10 - 16 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 10 | Ø 12 | Ø 14 | Ø 16 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| Stähle | |||||||||||
| Schnellarbeitsstähle | < 1300 N/mm² | E | 128 | 0,033 | 0,050 | 0,042 | 0,063 | 0,044 | 0,066 | 0,056 | 0,084 |
| Werkzeugstähle | < 1300 N/mm² | E | 186 | 0,033 | 0,050 | 0,042 | 0,063 | 0,044 | 0,066 | 0,056 | 0,084 |
| Edelstähle | |||||||||||
| Gehärtete Stähle | 40-48 HRC | L | 62 | 0,019 | 0,029 | 0,025 | 0,037 | 0,028 | 0,042 | 0,031 | 0,047 |
| Gehärtete Stähle | 45 - 55 HRC | L | 50 | 0,017 | 0,025 | 0,022 | 0,034 | 0,025 | 0,037 | 0,028 | 0,042 |
| Gehärtete Stähle | 55 - 60 HRC | L | 50 | 0,017 | 0,025 | 0,022 | 0,034 | 0,025 | 0,037 | 0,028 | 0,042 |
| Gehärtete Stähle | 60 - 65 HRC | L | 33 | 0,012 | 0,018 | 0,014 | 0,022 | 0,019 | 0,029 | 0,022 | 0,032 |
| Güsse | |||||||||||
| Gusseisen, Lamellengrahit | < 180 HB | L + E | 186 | 0,047 | 0,071 | 0,057 | 0,086 | 0,068 | 0,103 | 0,083 | 0,125 |
| Gusseisen, Lamellengrahit | > 260 HB | L + E | 149 | 0,047 | 0,071 | 0,057 | 0,086 | 0,068 | 0,103 | 0,083 | 0,125 |
| Kugelgrafit, Temperguss | > 260 HB | L + E | 145 | 0,047 | 0,071 | 0,057 | 0,086 | 0,068 | 0,103 | 0,083 | 0,125 |
| Schnittwerte für Schruppen | |||||||||||
| Für Ø 4 - 8 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| Stähle | |||||||||||
| Schnellarbeitsstähle | < 1300 N/mm² | E | 112 | 0,014 | 0,022 | 0,020 | 0,030 | 0,024 | 0,036 | 0,032 | 0,048 |
| Werkzeugstähle | < 1300 N/mm² | E | 180 | 0,014 | 0,022 | 0,020 | 0,030 | 0,024 | 0,036 | 0,032 | 0,048 |
| Edelstähle | |||||||||||
| Gehärtete Stähle | 40-48 HRC | L | 60 | 0,016 | 0,024 | 0,020 | 0,030 | 0,022 | 0,034 | 0,028 | 0,044 |
| Gehärtete Stähle | 45 - 55 HRC | L | 48 | 0,014 | 0,022 | 0,018 | 0,028 | 0,020 | 0,032 | 0,026 | 0,038 |
| Gehärtete Stähle | 55 - 60 HRC | L | 48 | 0,014 | 0,022 | 0,018 | 0,028 | 0,020 | 0,032 | 0,026 | 0,038 |
| Gehärtete Stähle | 60 - 65 HRC | L | 32 | 0,010 | 0,014 | 0,012 | 0,020 | 0,014 | 0,022 | 0,020 | 0,028 |
| Güsse | |||||||||||
| Gusseisen, Lamellengrahit | < 180 HB | L + E | 180 | 0,020 | 0,030 | 0,028 | 0,042 | 0,033 | 0,049 | 0,044 | 0,066 |
| Gusseisen, Lamellengrahit | > 260 HB | L + E | 144 | 0,020 | 0,030 | 0,026 | 0,040 | 0,031 | 0,047 | 0,038 | 0,056 |
| Kugelgrafit, Temperguss | > 260 HB | L + E | 140 | 0,020 | 0,030 | 0,026 | 0,040 | 0,031 | 0,047 | 0,038 | 0,056 |
| Schnittwerte für Schlichten | |||||||||||
| Für Ø 4 - 8 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 4 | Ø 5 | Ø 6 | Ø 8 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| Stähle | |||||||||||
| Schnellarbeitsstähle | < 1300 N/mm² | E | 128 | 0,011 | 0,017 | 0,015 | 0,023 | 0,018 | 0,027 | 0,024 | 0,036 |
| Werkzeugstähle | < 1300 N/mm² | E | 186 | 0,011 | 0,017 | 0,015 | 0,023 | 0,018 | 0,027 | 0,024 | 0,036 |
| Edelstähle | |||||||||||
| Gehärtete Stähle | 40-48 HRC | L | 62 | 0,008 | 0,012 | 0,010 | 0,015 | 0,011 | 0,017 | 0,014 | 0,022 |
| Gehärtete Stähle | 45 - 55 HRC | L | 50 | 0,007 | 0,011 | 0,009 | 0,014 | 0,010 | 0,016 | 0,013 | 0,019 |
| Gehärtete Stähle | 55 - 60 HRC | L | 50 | 0,007 | 0,011 | 0,009 | 0,014 | 0,010 | 0,016 | 0,013 | 0,019 |
| Gehärtete Stähle | 60 - 65 HRC | L | 33 | 0,005 | 0,007 | 0,006 | 0,010 | 0,007 | 0,011 | 0,010 | 0,014 |
| Güsse | |||||||||||
| Gusseisen, Lamellengrahit | < 180 HB | L + E | 186 | 0,015 | 0,023 | 0,021 | 0,032 | 0,025 | 0,037 | 0,033 | 0,050 |
| Gusseisen, Lamellengrahit | > 260 HB | L + E | 149 | 0,015 | 0,023 | 0,021 | 0,032 | 0,025 | 0,037 | 0,033 | 0,050 |
| Kugelgrafit, Temperguss | > 260 HB | L + E | 145 | 0,015 | 0,023 | 0,021 | 0,032 | 0,025 | 0,037 | 0,033 | 0,050 |
| Legende |
| L = Luft |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| ae Schnittdicke (radial) = 0,1-0,3xd1 |
| ap Schnittdicke (axial) = 1xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte für Schruppen | |||||
| Für Ø 20 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |
| Ø 20 | |||||
| min. | max. | ||||
| Stähle | |||||
| Schnellarbeitsstähle | < 1300 N/mm² | E | 112 | 0,090 | 0,134 |
| Werkzeugstähle | < 1300 N/mm² | E | 180 | 0,090 | 0,134 |
| Edelstähle | |||||
| Gehärtete Stähle | 40-48 HRC | L | 60 | 0,076 | 0,116 |
| Gehärtete Stähle | 45 - 55 HRC | L | 48 | 0,068 | 0,100 |
| Gehärtete Stähle | 55 - 60 HRC | L | 48 | 0,068 | 0,100 |
| Gehärtete Stähle | 60 - 65 HRC | L | 32 | 0,052 | 0,076 |
| Güsse | |||||
| Gusseisen, Lamellengrahit | < 180 HB | L + E | 180 | 0,135 | 0,203 |
| Gusseisen, Lamellengrahit | > 260 HB | L + E | 144 | 0,103 | 0,155 |
| Kugelgrafit, Temperguss | > 260 HB | L + E | 140 | 0,103 | 0,155 |
| Schnittwerte für Schruppen | |||||||||||
| Für Ø 10 - 16 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 10 | Ø 12 | Ø 14 | Ø 16 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| Stähle | |||||||||||
| Schnellarbeitsstähle | < 1300 N/mm² | E | 112 | 0,044 | 0,066 | 0,056 | 0,084 | 0,058 | 0,088 | 0,074 | 0,112 |
| Werkzeugstähle | < 1300 N/mm² | E | 180 | 0,044 | 0,066 | 0,056 | 0,084 | 0,058 | 0,088 | 0,074 | 0,112 |
| Edelstähle | |||||||||||
| Gehärtete Stähle | 40-48 HRC | L | 60 | 0,038 | 0,058 | 0,050 | 0,074 | 0,056 | 0,084 | 0,062 | 0,094 |
| Gehärtete Stähle | 45 - 55 HRC | L | 48 | 0,034 | 0,050 | 0,044 | 0,068 | 0,050 | 0,074 | 0,056 | 0,084 |
| Gehärtete Stähle | 55 - 60 HRC | L | 48 | 0,034 | 0,050 | 0,044 | 0,068 | 0,050 | 0,074 | 0,056 | 0,084 |
| Gehärtete Stähle | 60 - 65 HRC | L | 32 | 0,024 | 0,036 | 0,028 | 0,044 | 0,038 | 0,058 | 0,044 | 0,064 |
| Güsse | |||||||||||
| Gusseisen, Lamellengrahit | < 180 HB | L + E | 180 | 0,062 | 0,094 | 0,076 | 0,114 | 0,091 | 0,137 | 0,110 | 0,166 |
| Gusseisen, Lamellengrahit | > 260 HB | L + E | 144 | 0,052 | 0,078 | 0,058 | 0,086 | 0,066 | 0,100 | 0,078 | 0,116 |
| Kugelgrafit, Temperguss | > 260 HB | L + E | 140 | 0,052 | 0,078 | 0,058 | 0,086 | 0,066 | 0,100 | 0,078 | 0,116 |
Zuletzt angesehen

Schellenkörper Teil 3 - Doppelte Baureihe

Senk-Blechschraube Form C mit Kreuzschlitz Z DIN 7982, Edelstahl A2, PZ-Antrieb

Panik-Einsteckschloss FH 61

Vulkanfiberscheibe Aluminiumoxid-Fiberscheibe mit schleifaktiver TOP SIZE Schicht für die Bearbeitung von Edelstahl.

Spannstift/Spannhülse geschlitzt, schwere Ausführung ISO 8752 Federstahl blank
Spannstift/Spannhülse geschlitzt, schwere Ausführung ISO 8752 Federstahl blank

Sechskantschraube mit Schaft DIN 601 / ISO 4016, Stahl 4.8, verzinkt blau passiviert (A2K), mit Mutter

Zylinder-Blechschraube Form C mit Schlitz DIN 7971, Edelstahl A2, blank

Trägerklemme Typ BA

Profil-Doppelzylinder 3KS Plus für gleichschließende Erstanlagen