








HPC+ Schaftfräser Turbo-Cut-Allround, DIN 6527K, Vierschneider, ungleiche Drallsteigung, kurz
Fräser HPC+ Turbo-Cut-Allround DIN 6527K
SHFTFRS-HPC+-TURBOCUT-DIN6527K-HA-D20
Art.-Nr. 5443502000
EAN 4065746788809



























Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 8012 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Nichteisenmetall |
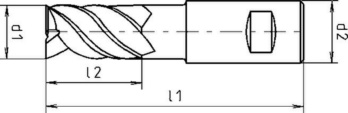
Durchmesser (d1) | 20 mm |
Schaftdurchmesser (d2) | 20 mm |
Normen | DIN 6527 |
Baulänge | Kurz |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | MAXDUR |
Kühlmittelzufuhr | Extern |
Drallwinkel | 41-43° |
Länge (l1) | 92 mm |
Schneidenlänge (l2) | 26 mm |
Anzahl Schneiden (Z) | 4 STK |
Eckenfase | 0,50 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Aluminium |
| Schnittwerte für Schruppen-Nut | |||||||||
| Für Ø 6 - 10 | |||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||
| Ø 6 | Ø 8 | Ø 10 | |||||||
| min. | max. | min. | max. | min. | max. | ||||
| Stähle | |||||||||
| Allgemeine Baustähle | < 500 N/mm² | E | 225 | 0,038 | 0,059 | 0,044 | 0,074 | 0,058 | 0,096 |
| Allgemeine Baustähle | 500-850 N/mm² | E | 185 | 0,034 | 0,052 | 0,044 | 0,074 | 0,053 | 0,088 |
| Automatenstähle | 850-1000 N/mm² | E | 185 | 0,034 | 0,052 | 0,044 | 0,074 | 0,053 | 0,088 |
| Unlegierte Vergütungsstähle | 850-1000 N/mm² | E | 170 | 0,034 | 0,052 | 0,044 | 0,074 | 0,053 | 0,088 |
| Legierte Vergütungsstähle | 1000-1200 N/mm² | E | 155 | 0,029 | 0,044 | 0,035 | 0,059 | 0,044 | 0,074 |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 225 | 0,029 | 0,044 | 0,035 | 0,059 | 0,049 | 0,082 |
| Legierte Einsatzstähle | < 700 N/mm² | E | 165 | 0,029 | 0,044 | 0,035 | 0,059 | 0,044 | 0,074 |
| Nitrierstähle | 1000-1200 N/mm² | E | 165 | 0,029 | 0,044 | 0,031 | 0,052 | 0,040 | 0,067 |
| Werkzeugstähle | 1100-1400 N/mm² | E | 170 | 0,024 | 0,037 | 0,031 | 0,052 | 0,044 | 0,074 |
| Schnellarbeitsstähle | < 1300 N/mm² | E | 115 | 0,029 | 0,044 | 0,035 | 0,059 | 0,044 | 0,074 |
| Federstähle | < 1200 N/mm² | E | 102 | 0,024 | 0,037 | 0,027 | 0,044 | 0,035 | 0,059 |
| Edelstähle | |||||||||
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 81 | 0,029 | 0,045 | 0,034 | 0,056 | 0,047 | 0,079 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 94 | 0,029 | 0,045 | 0,034 | 0,056 | 0,047 | 0,079 |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 92 | 0,029 | 0,044 | 0,035 | 0,059 | 0,044 | 0,074 |
| Güsse | |||||||||
| Gusseisen | < 180 HB | E | 125 | 0,034 | 0,052 | 0,044 | 0,074 | 0,053 | 0,088 |
| Gusseisen | > 260 HB | E | 102 | 0,034 | 0,052 | 0,035 | 0,059 | 0,046 | 0,077 |
| NE-Metalle | |||||||||
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 350 | 0,054 | 0,080 | 0,068 | 0,102 | 0,077 | 0,116 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 332 | 0,054 | 0,080 | 0,068 | 0,102 | 0,077 | 0,116 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 95 | 0,039 | 0,059 | 0,058 | 0,087 | 0,073 | 0,109 |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| ae (Schnittdicke radial) = 0,10-0,45xd1 |
| ap (Schnittdicke axial) = 1xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte für Schruppen-Kontur | |||||
| Für Ø 25 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |
| Ø 25 | |||||
| min. | max. | ||||
| Stähle | |||||
| Allgemeine Baustähle | < 500 N/mm² | E | 290 | 0,134 | 0,202 |
| Allgemeine Baustähle | 500-850 N/mm² | E | 230 | 0,128 | 0,192 |
| Automatenstähle | 850-1000 N/mm² | E | 230 | 0,128 | 0,192 |
| Unlegierte Vergütungsstähle | 850-1000 N/mm² | E | 230 | 0,124 | 0,186 |
| Legierte Vergütungsstähle | 1000-1200 N/mm² | E | 185 | 0,100 | 0,150 |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 290 | 0,124 | 0,186 |
| Legierte Einsatzstähle | < 700 N/mm² | E | 225 | 0,100 | 0,150 |
| Nitrierstähle | 1000-1200 N/mm² | E | 225 | 0,100 | 0,150 |
| Werkzeugstähle | 1100-1400 N/mm² | E | 225 | 0,113 | 0,169 |
| Schnellarbeitsstähle | < 1300 N/mm² | E | 125 | 0,094 | 0,150 |
| Federstähle | < 1200 N/mm² | E | 125 | 0,088 | 0,132 |
| Edelstähle | |||||
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 147 | 0,108 | 0,162 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 170 | 0,108 | 0,162 |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 0,100 | 0,150 |
| Titan, Titanlegierungen | < 900 N/mm² | E | 65 | 0,100 | 0,150 |
| Güsse | |||||
| Gusseisen | < 180 HB | E | 165 | 0,128 | 0,192 |
| Gusseisen | > 260 HB | E | 165 | 0,128 | 0,192 |
| NE-Metalle | |||||
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 406 | 0,228 | 0,343 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 370 | 0,228 | 0,343 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 115 | 0,228 | 0,343 |
| Schnittwerte für Schruppen-Kontur | |||||||||
| Für Ø 12 - 20 | |||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||
| Ø 12 | Ø 16 | Ø 20 | |||||||
| min. | max. | min. | max. | min. | max. | ||||
| Stähle | |||||||||
| Allgemeine Baustähle | < 500 N/mm² | E | 290 | 0,086 | 0,130 | 0,103 | 0,081 | 0,125 | 0,187 |
| Allgemeine Baustähle | 500-850 N/mm² | E | 230 | 0,082 | 0,122 | 0,097 | 0,081 | 0,114 | 0,171 |
| Automatenstähle | 850-1000 N/mm² | E | 230 | 0,082 | 0,122 | 0,097 | 0,081 | 0,114 | 0,171 |
| Unlegierte Vergütungsstähle | 850-1000 N/mm² | E | 230 | 0,082 | 0,122 | 0,097 | 0,081 | 0,114 | 0,171 |
| Legierte Vergütungsstähle | 1000-1200 N/mm² | E | 185 | 0,065 | 0,097 | 0,076 | 0,065 | 0,086 | 0,130 |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 290 | 0,071 | 0,106 | 0,086 | 0,065 | 0,108 | 0,163 |
| Legierte Einsatzstähle | < 700 N/mm² | E | 225 | 0,065 | 0,097 | 0,076 | 0,065 | 0,086 | 0,130 |
| Nitrierstähle | 1000-1200 N/mm² | E | 225 | 0,054 | 0,081 | 0,065 | 0,058 | 0,086 | 0,130 |
| Werkzeugstähle | 1100-1400 N/mm² | E | 225 | 0,065 | 0,097 | 0,076 | 0,058 | 0,097 | 0,146 |
| Schnellarbeitsstähle | < 1300 N/mm² | E | 125 | 0,061 | 0,097 | 0,071 | 0,065 | 0,081 | 0,130 |
| Federstähle | < 1200 N/mm² | E | 125 | 0,049 | 0,074 | 0,054 | 0,049 | 0,076 | 0,113 |
| Edelstähle | |||||||||
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 147 | 0,070 | 0,106 | 0,084 | 0,060 | 0,096 | 0,144 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 170 | 0,070 | 0,106 | 0,084 | 0,060 | 0,096 | 0,144 |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 0,065 | 0,097 | 0,076 | 0,065 | 0,086 | 0,130 |
| Titan, Titanlegierungen | < 900 N/mm² | E | 65 | 0,065 | 0,097 | 0,076 | 0,065 | 0,086 | 0,130 |
| Güsse | |||||||||
| Gusseisen | < 180 HB | E | 165 | 0,082 | 0,122 | 0,097 | 0,081 | 0,114 | 0,171 |
| Gusseisen | > 260 HB | E | 165 | 0,082 | 0,122 | 0,097 | 0,081 | 0,114 | 0,171 |
| NE-Metalle | |||||||||
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 406 | 0,121 | 0,181 | 0,134 | 0,141 | 0,188 | 0,282 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 370 | 0,121 | 0,181 | 0,134 | 0,141 | 0,188 | 0,282 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 115 | 0,121 | 0,181 | 0,134 | 0,121 | 0,188 | 0,282 |
| Schnittwerte für Schlichten-Kontur | |||||||||
| Für Ø 6 - 10 | |||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||
| Ø 6 | Ø 8 | Ø 10 | |||||||
| min. | max. | min. | max. | min. | max. | ||||
| Stähle | |||||||||
| Allgemeine Baustähle | < 500 N/mm² | E | 340 | 0,030 | 0,047 | 0,035 | 0,059 | 0,046 | 0,077 |
| Allgemeine Baustähle | 500-850 N/mm² | E | 275 | 0,027 | 0,042 | 0,035 | 0,059 | 0,043 | 0,071 |
| Automatenstähle | 850-1000 N/mm² | E | 280 | 0,027 | 0,042 | 0,035 | 0,059 | 0,043 | 0,071 |
| Unlegierte Vergütungsstähle | 850-1000 N/mm² | E | 275 | 0,027 | 0,042 | 0,035 | 0,059 | 0,043 | 0,071 |
| Legierte Vergütungsstähle | 1000-1200 N/mm² | E | 228 | 0,022 | 0,035 | 0,028 | 0,047 | 0,035 | 0,059 |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 340 | 0,022 | 0,035 | 0,028 | 0,047 | 0,040 | 0,066 |
| Legierte Einsatzstähle | < 700 N/mm² | E | 265 | 0,022 | 0,035 | 0,028 | 0,047 | 0,035 | 0,059 |
| Nitrierstähle | 1000-1200 N/mm² | E | 265 | 0,022 | 0,035 | 0,025 | 0,042 | 0,032 | 0,054 |
| Werkzeugstähle | 1100-1400 N/mm² | E | 265 | 0,019 | 0,030 | 0,025 | 0,042 | 0,035 | 0,059 |
| Schnellarbeitsstähle | < 1300 N/mm² | E | 155 | 0,022 | 0,035 | 0,028 | 0,047 | 0,035 | 0,059 |
| Federstähle | < 1200 N/mm² | E | 155 | 0,019 | 0,030 | 0,021 | 0,035 | 0,028 | 0,047 |
| Edelstähle | |||||||||
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 161 | 0,022 | 0,035 | 0,026 | 0,044 | 0,037 | 0,061 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 195 | 0,022 | 0,035 | 0,026 | 0,044 | 0,037 | 0,061 |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 130 | 0,022 | 0,035 | 0,028 | 0,047 | 0,035 | 0,059 |
| Titan, Titanlegierungen | < 900 N/mm² | E | 85 | 0,012 | 0,035 | 0,028 | 0,047 | 0,035 | 0,059 |
| Güsse | |||||||||
| Gusseisen | < 180 HB | E | 155 | 0,027 | 0,042 | 0,035 | 0,059 | 0,043 | 0,071 |
| Gusseisen | > 260 HB | E | 105 | 0,027 | 0,042 | 0,035 | 0,059 | 0,043 | 0,071 |
| NE-Metalle | |||||||||
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 440 | 0,052 | 0,078 | 0,066 | 0,099 | 0,075 | 0,113 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 410 | 0,052 | 0,078 | 0,066 | 0,099 | 0,075 | 0,113 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 130 | 0,038 | 0,057 | 0,056 | 0,085 | 0,071 | 0,106 |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| ae (Schnittdicke radial) = 1xd1 |
| ap (Schnittdicke axial) = 1xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte für Schruppen-Nut | |||||
| Für Ø 25 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |
| Ø 25 | |||||
| min. | max. | ||||
| Stähle | |||||
| Allgemeine Baustähle | < 500 N/mm² | E | 225 | 0,115 | 0,191 |
| Allgemeine Baustähle | 500-850 N/mm² | E | 185 | 0,106 | 0,176 |
| Automatenstähle | 850-1000 N/mm² | E | 185 | 0,106 | 0,176 |
| Unlegierte Vergütungsstähle | 850-1000 N/mm² | E | 170 | 0,106 | 0,176 |
| Legierte Vergütungsstähle | 1000-1200 N/mm² | E | 155 | 0,084 | 0,141 |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 225 | 0,102 | 0,169 |
| Legierte Einsatzstähle | < 700 N/mm² | E | 165 | 0,093 | 0,155 |
| Nitrierstähle | 1000-1200 N/mm² | E | 165 | 0,084 | 0,141 |
| Werkzeugstähle | 1100-1400 N/mm² | E | 170 | 0,093 | 0,155 |
| Schnellarbeitsstähle | < 1300 N/mm² | E | 115 | 0,085 | 0,141 |
| Federstähle | < 1200 N/mm² | E | 102 | 0,071 | 0,118 |
| Edelstähle | |||||
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 81 | 0,091 | 0,152 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 94 | 0,091 | 0,152 |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 92 | 0,084 | 0,141 |
| Güsse | |||||
| Gusseisen | < 180 HB | E | 125 | 0,102 | 0,170 |
| Gusseisen | > 260 HB | E | 102 | 0,096 | 0,160 |
| NE-Metalle | |||||
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 350 | 0,165 | 0,247 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 332 | 0,165 | 0,247 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 95 | 0,165 | 0,247 |
| Schnittwerte für Schruppen-Nut | |||||||||
| Für Ø 12 - 20 | |||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||
| Ø 12 | Ø 16 | Ø 20 | |||||||
| min. | max. | min. | max. | min. | max. | ||||
| Stähle | |||||||||
| Allgemeine Baustähle | < 500 N/mm² | E | 225 | 0,071 | 0,118 | 0,084 | 0,141 | 0,102 | 0,169 |
| Allgemeine Baustähle | 500-850 N/mm² | E | 185 | 0,066 | 0,111 | 0,079 | 0,132 | 0,093 | 0,155 |
| Automatenstähle | 850-1000 N/mm² | E | 185 | 0,066 | 0,111 | 0,079 | 0,132 | 0,093 | 0,155 |
| Unlegierte Vergütungsstähle | 850-1000 N/mm² | E | 170 | 0,066 | 0,111 | 0,079 | 0,132 | 0,093 | 0,155 |
| Legierte Vergütungsstähle | 1000-1200 N/mm² | E | 155 | 0,049 | 0,082 | 0,053 | 0,088 | 0,071 | 0,118 |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 225 | 0,058 | 0,096 | 0,071 | 0,118 | 0,088 | 0,147 |
| Legierte Einsatzstähle | < 700 N/mm² | E | 165 | 0,053 | 0,088 | 0,061 | 0,102 | 0,071 | 0,118 |
| Nitrierstähle | 1000-1200 N/mm² | E | 165 | 0,044 | 0,074 | 0,053 | 0,088 | 0,071 | 0,118 |
| Werkzeugstähle | 1100-1400 N/mm² | E | 170 | 0,053 | 0,088 | 0,061 | 0,102 | 0,079 | 0,132 |
| Schnellarbeitsstähle | < 1300 N/mm² | E | 115 | 0,053 | 0,088 | 0,061 | 0,102 | 0,079 | 0,132 |
| Federstähle | < 1200 N/mm² | E | 102 | 0,040 | 0,067 | 0,044 | 0,074 | 0,061 | 0,102 |
| Edelstähle | |||||||||
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 81 | 0,059 | 0,099 | 0,071 | 0,118 | 0,081 | 0,135 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 94 | 0,059 | 0,099 | 0,071 | 0,118 | 0,081 | 0,135 |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 92 | 0,053 | 0,088 | 0,061 | 0,102 | 0,071 | 0,118 |
| Güsse | |||||||||
| Gusseisen | < 180 HB | E | 125 | 0,066 | 0,111 | 0,079 | 0,132 | 0,093 | 0,155 |
| Gusseisen | > 260 HB | E | 102 | 0,058 | 0,096 | 0,071 | 0,118 | 0,088 | 0,147 |
| NE-Metalle | |||||||||
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 350 | 0,087 | 0,131 | 0,097 | 0,145 | 0,135 | 0,203 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 332 | 0,087 | 0,131 | 0,097 | 0,145 | 0,135 | 0,203 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 95 | 0,087 | 0,131 | 0,097 | 0,145 | 0,135 | 0,203 |
| Schnittwerte für Schruppen-Kontur | |||||||||
| Für Ø 6 - 10 | |||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||
| Ø 6 | Ø 8 | Ø 10 | |||||||
| min. | max. | min. | max. | min. | max. | ||||
| Stähle | |||||||||
| Allgemeine Baustähle | < 500 N/mm² | E | 290 | 0,043 | 0,065 | 0,054 | 0,081 | 0,071 | 0,106 |
| Allgemeine Baustähle | 500-850 N/mm² | E | 230 | 0,038 | 0,058 | 0,054 | 0,081 | 0,065 | 0,097 |
| Automatenstähle | 850-1000 N/mm² | E | 230 | 0,038 | 0,058 | 0,054 | 0,081 | 0,065 | 0,097 |
| Unlegierte Vergütungsstähle | 850-1000 N/mm² | E | 230 | 0,038 | 0,058 | 0,054 | 0,081 | 0,065 | 0,097 |
| Legierte Vergütungsstähle | 1000-1200 N/mm² | E | 185 | 0,033 | 0,049 | 0,043 | 0,065 | 0,054 | 0,081 |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 290 | 0,033 | 0,049 | 0,043 | 0,065 | 0,060 | 0,091 |
| Legierte Einsatzstähle | < 700 N/mm² | E | 225 | 0,033 | 0,049 | 0,043 | 0,065 | 0,054 | 0,081 |
| Nitrierstähle | 1000-1200 N/mm² | E | 225 | 0,033 | 0,049 | 0,038 | 0,058 | 0,049 | 0,074 |
| Werkzeugstähle | 1100-1400 N/mm² | E | 225 | 0,028 | 0,041 | 0,038 | 0,058 | 0,054 | 0,081 |
| Schnellarbeitsstähle | < 1300 N/mm² | E | 125 | 0,033 | 0,049 | 0,041 | 0,065 | 0,051 | 0,081 |
| Federstähle | < 1200 N/mm² | E | 125 | 0,028 | 0,041 | 0,032 | 0,049 | 0,043 | 0,065 |
| Edelstähle | |||||||||
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 147 | 0,032 | 0,048 | 0,040 | 0,060 | 0,056 | 0,084 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 170 | 0,032 | 0,048 | 0,040 | 0,060 | 0,056 | 0,084 |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 0,033 | 0,049 | 0,043 | 0,065 | 0,054 | 0,081 |
| Titan, Titanlegierungen | < 900 N/mm² | E | 65 | 0,033 | 0,049 | 0,043 | 0,065 | 0,054 | 0,081 |
| Güsse | |||||||||
| Gusseisen | < 180 HB | E | 165 | 0,038 | 0,058 | 0,054 | 0,081 | 0,065 | 0,097 |
| Gusseisen | > 260 HB | E | 165 | 0,038 | 0,058 | 0,054 | 0,081 | 0,065 | 0,097 |
| NE-Metalle | |||||||||
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 406 | 0,074 | 0,111 | 0,094 | 0,141 | 0,107 | 0,161 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 370 | 0,074 | 0,111 | 0,094 | 0,141 | 0,107 | 0,161 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 115 | 0,054 | 0,082 | 0,081 | 0,121 | 0,101 | 0,151 |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| ae (Schnittdicke radial) = 0,025xd1 |
| ap (Schnittdicke axial) = 1xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte für Schlichten-Kontur | |||||
| Für Ø 25 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |
| Ø 25 | |||||
| min. | max. | ||||
| Stähle | |||||
| Allgemeine Baustähle | < 500 N/mm² | E | 340 | 0,088 | 0,147 |
| Allgemeine Baustähle | 500-850 N/mm² | E | 275 | 0,084 | 0,140 |
| Automatenstähle | 850-1000 N/mm² | E | 280 | 0,084 | 0,140 |
| Unlegierte Vergütungsstähle | 850-1000 N/mm² | E | 275 | 0,081 | 0,136 |
| Legierte Vergütungsstähle | 1000-1200 N/mm² | E | 228 | 0,066 | 0,109 |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 340 | 0,081 | 0,136 |
| Legierte Einsatzstähle | < 700 N/mm² | E | 265 | 0,066 | 0,109 |
| Nitrierstähle | 1000-1200 N/mm² | E | 265 | 0,066 | 0,109 |
| Werkzeugstähle | 1100-1400 N/mm² | E | 265 | 0,074 | 0,123 |
| Schnellarbeitsstähle | < 1300 N/mm² | E | 155 | 0,066 | 0,109 |
| Federstähle | < 1200 N/mm² | E | 155 | 0,058 | 0,096 |
| Edelstähle | |||||
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 161 | 0,071 | 0,118 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 195 | 0,071 | 0,118 |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 130 | 0,066 | 0,109 |
| Titan, Titanlegierungen | < 900 N/mm² | E | 85 | 0,066 | 0,109 |
| Güsse | |||||
| Gusseisen | < 180 HB | E | 155 | 0,084 | 0,140 |
| Gusseisen | > 260 HB | E | 105 | 0,084 | 0,140 |
| NE-Metalle | |||||
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 440 | 0,160 | 0,240 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 410 | 0,160 | 0,240 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 130 | 0,160 | 0,240 |
| Schnittwerte für Schlichten-Kontur | |||||||||
| Für Ø 12 - 20 | |||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||
| Ø 12 | Ø 16 | Ø 20 | |||||||
| min. | max. | min. | max. | min. | max. | ||||
| Stähle | |||||||||
| Allgemeine Baustähle | < 500 N/mm² | E | 340 | 0,057 | 0,095 | 0,068 | 0,113 | 0,082 | 0,137 |
| Allgemeine Baustähle | 500-850 N/mm² | E | 275 | 0,054 | 0,089 | 0,064 | 0,106 | 0,075 | 0,125 |
| Automatenstähle | 850-1000 N/mm² | E | 280 | 0,054 | 0,089 | 0,064 | 0,106 | 0,075 | 0,125 |
| Unlegierte Vergütungsstähle | 850-1000 N/mm² | E | 275 | 0,054 | 0,089 | 0,064 | 0,106 | 0,075 | 0,125 |
| Legierte Vergütungsstähle | 1000-1200 N/mm² | E | 228 | 0,043 | 0,071 | 0,050 | 0,083 | 0,057 | 0,095 |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 340 | 0,046 | 0,077 | 0,057 | 0,095 | 0,071 | 0,119 |
| Legierte Einsatzstähle | < 700 N/mm² | E | 265 | 0,043 | 0,071 | 0,050 | 0,083 | 0,057 | 0,095 |
| Nitrierstähle | 1000-1200 N/mm² | E | 265 | 0,035 | 0,059 | 0,043 | 0,071 | 0,057 | 0,095 |
| Werkzeugstähle | 1100-1400 N/mm² | E | 265 | 0,043 | 0,071 | 0,050 | 0,083 | 0,064 | 0,106 |
| Schnellarbeitsstähle | < 1300 N/mm² | E | 155 | 0,043 | 0,071 | 0,050 | 0,083 | 0,057 | 0,095 |
| Federstähle | < 1200 N/mm² | E | 155 | 0,032 | 0,054 | 0,035 | 0,059 | 0,050 | 0,083 |
| Edelstähle | |||||||||
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 161 | 0,046 | 0,077 | 0,055 | 0,092 | 0,063 | 0,105 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 195 | 0,046 | 0,077 | 0,055 | 0,092 | 0,063 | 0,105 |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 130 | 0,043 | 0,071 | 0,050 | 0,083 | 0,057 | 0,095 |
| Titan, Titanlegierungen | < 900 N/mm² | E | 85 | 0,043 | 0,071 | 0,050 | 0,083 | 0,057 | 0,095 |
| Güsse | |||||||||
| Gusseisen | < 180 HB | E | 155 | 0,054 | 0,089 | 0,064 | 0,106 | 0,075 | 0,125 |
| Gusseisen | > 260 HB | E | 105 | 0,054 | 0,089 | 0,064 | 0,106 | 0,075 | 0,125 |
| NE-Metalle | |||||||||
| Aluminium, Al-Legierungen | < 400 N/mm² | E | 440 | 0,085 | 0,127 | 0,094 | 0,141 | 0,132 | 0,197 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 410 | 0,085 | 0,127 | 0,094 | 0,141 | 0,132 | 0,197 |
| Kupfer, niedriglegiert | < 450 N/mm² | E | 130 | 0,085 | 0,127 | 0,094 | 0,141 | 0,132 | 0,197 |
Zuletzt angesehen

Rippschraube Sechskantkopf mit Flansch W-0273 Stahl 100, blank

Türdrücker AL 920

Passfeder Hohe Form DIN 6885, Stahl blank, Form AB

Sechskantschraube mit Schaft ISO 4014, Stahl 10.9, blank

Spannstift/Spannhülse geschlitzt, schwere Ausführung ISO 8752 Federstahl blank

Holzschraube Sechskantkopf DIN 571, Edelstahl A4

Sechskantschraube mit Schaft ISO 4014, Stahl 10.9, Zink-Lamelle silber (ZFSHL)

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8, verzinkt blau passiviert (A2K)

Winkelverschraubung flach dichtend mit Innen- und Außengewinde EN10242 UA2, Temperguss, feuerverzinkt

Senkschraube mit Kreuzschlitz H DIN 965, Stahl 4.8, blank