





HPC-Schaftfräser mit Eckenradius, Speedcut 4.0-Titanium, lang, Siebenschneider, ungleiche Drallsteigung, mit Innenkühlung, HA-Schaft
Fräser SC4.0 Titanium WN-L Z7 IK AERODUR HA
SHFTFRS-HPC-4.0-TITAN-Z7-HA-D16X1
Art.-Nr. 5443314032
EAN 4065746569750


















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 8147 |
Zu bearbeitender Werkstoff | Titan, Nickel, Sonderlegierung |
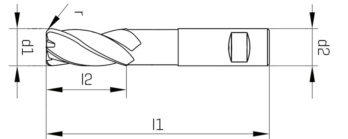
Durchmesser (d1) | 16 mm |
Schaftdurchmesser (d2) | 16 mm |
Normen | WN |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | T+S |
Schneidstoff | VHM |
Oberfläche | AERODUR |
Kühlmittelzufuhr | Intern |
Drallwinkel | 40° Vario |
Eckenradius (R) | 1,0 mm |
Länge (l1) | 100 mm |
Schneidenlänge (l2) | 35 mm |
Anzahl Schneiden (Z) | 7 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Titan, Titanlegierungen, Sonderlegierungen |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| Schnittdicke ae (radial) = 0,05xd1 |
| Schnittdicke ap (axial) = 1,8xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Für Schruppen-Zirkular | |||||||
| Für Ø 16 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 16 | Ø 20 | ||||||
| min. | max. | min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 125 | 0,107 | 0,171 | 0,110 | 0,177 |
| 900 -1500 N/mm² | E | 115 | 0,102 | 0,170 | 0,105 | 0,175 | |
| Für Schruppen-Zirkular | |||||||||||
| Für Ø 6 - 12 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 6 | Ø 8 | Ø 10 | Ø 12 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 125 | 0,082 | 0,131 | 0,089 | 0,142 | 0,096 | 0,154 | 0,103 | 0,165 |
| 900 -1500 N/mm² | E | 115 | 0,078 | 0,130 | 0,085 | 0,141 | 0,092 | 0,153 | 0,098 | 0,164 | |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| Schnittdicke ae (radial) = 0,02xd1 |
| Schnittdicke ap (axial) = 1,8xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte | |||||||||||
| Für Schruppen-Kontur | |||||||||||
| Für Ø 6 - 12 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 6 | Ø 8 | Ø 10 | Ø 12 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 109 | 0,018 | 0,027 | 0,022 | 0,034 | 0,029 | 0,043 | 0,034 | 0,051 |
| 900 -1500 N/mm² | E | 98 | 0,019 | 0,029 | 0,024 | 0,036 | 0,031 | 0,046 | 0,036 | 0,054 | |
| Für Schlichten-Kontur | |||||||
| Für Ø 16 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 16 | Ø 20 | ||||||
| min. | max. | min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 118 | 0,032 | 0,048 | 0,037 | 0,055 |
| 900 -1500 N/mm² | E | 109 | 0,034 | 0,051 | 0,039 | 0,059 | |
| Für Schlichten-Kontur | |||||||||||
| Für Ø 6 - 12 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 6 | Ø 8 | Ø 10 | Ø 12 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 118 | 0,014 | 0,021 | 0,018 | 0,027 | 0,023 | 0,035 | 0,027 | 0,041 |
| 900 -1500 N/mm² | E | 109 | 0,015 | 0,023 | 0,019 | 0,029 | 0,024 | 0,037 | 0,029 | 0,043 | |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| Schnittdicke ae (radial) = 0,085xd1 |
| Schnittdicke ap (axial) = 1,25xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Für Schruppen-Kontur | |||||||
| Für Ø 16 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 16 | Ø 20 | ||||||
| min. | max. | min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 109 | 0,040 | 0,060 | 0,046 | 0,069 |
| 900 -1500 N/mm² | E | 98 | 0,043 | 0,064 | 0,049 | 0,073 | |
Zuletzt angesehen

Steuerzeiten-Werkzeug-Satz 2-teilig für VW Gruppe 3.0, Benzin

Visier Sundström R06-0825/R06-0826

Sicherheitshalbschuh S3 Uvex3 Macsole 6860

Arbeitsjacke Kübler Organiq 1248 1414

Sechskantmutter mit Feingewinde ISO 8673, Stahl 12, blank

Winkelrohrkabelschuh 90° handelsüblich (DIN-ähnlich)

Befestigungssatz für ORSY 45 0899500004

Scheiben und Sechskantmuttern Sortiment 1.200-teilig im System-Koffer 4.4.1.

Flachrundschraube mit Vierkantansatz DIN 603, Stahl FK8.8, Zink-Lamelle silber (ZFSHL)

Auszug für Werkstattwagen WE XXL