





HPC-Schaftfräser mit Eckenradius, Speedcut 4.0-Titanium, lang, freigestellt, Fünfschneider, ungleiche Drallsteigung, mit Innenkühlung, HB-Schaft
Fräser SC4.0 Titanium WN-L Z5 IK AERODUR FG HB
SHFTFRS-HPC-4.0-TITAN-Z5-FG-HB-D8X1
Art.-Nr. 5443313951
EAN 4065746568821


















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 8137 |
Zu bearbeitender Werkstoff | Titan, Nickel, Sonderlegierung |
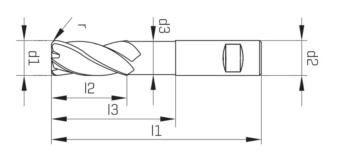
Durchmesser (d1) | 8 mm |
Schaftdurchmesser (d2) | 8 mm |
Freistellungsdurchmesser (d3) | 7,8 mm |
Normen | WN |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | T+S |
Schneidstoff | VHM |
Oberfläche | AERODUR |
Kühlmittelzufuhr | Intern |
Drallwinkel | 40° Vario |
Eckenradius (R) | 1,0 mm |
Länge (l1) | 63 mm |
Schneidenlänge (l2) | 19 mm |
Freistellungslänge (l3) | 25 mm |
Anzahl Schneiden (Z) | 5 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Titan, Titanlegierungen, Sonderlegierungen |
| Für Schruppen-Zirkular | |||||||||||
| Für Ø 3 - 6 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 125 | 0,087 | 0,139 | 0,091 | 0,145 | 0,095 | 0,151 | 0,096 | 0,154 |
| 900 -1500 N/mm² | E | 115 | 0,083 | 0,138 | 0,086 | 0,144 | 0,090 | 0,150 | 0,092 | 0,153 | |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| Schnittdicke ae (radial) = 0,02xd1 |
| Schnittdicke ap (axial) = 1,8xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Für Schlichten-Kontur | |||||
| Für Ø 20 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |
| Ø 20 | |||||
| min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 103 | 0,043 | 0,065 |
| 900 -1500 N/mm² | E | 95 | 0,046 | 0,069 | |
| Für Schlichten-Kontur | |||||||||||
| Für Ø 8 - 16 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 8 | Ø 10 | Ø 12 | Ø 16 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 103 | 0,021 | 0,032 | 0,027 | 0,041 | 0,032 | 0,048 | 0,038 | 0,057 |
| 900 -1500 N/mm² | E | 95 | 0,022 | 0,034 | 0,029 | 0,043 | 0,034 | 0,051 | 0,040 | 0,060 | |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| Schnittdicke ae (radial) = 0,70 - 075xd1 |
| Schnittdicke ap (axial) = 1,8xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte | |||||||||||
| Für Schruppen-Kontur | |||||||||||
| Für Ø 3 - 6 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 95 | 0,014 | 0,020 | 0,015 | 0,019 | 0,017 | 0,026 | 0,021 | 0,032 |
| 900 -1500 N/mm² | E | 85 | 0,014 | 0,022 | 0,016 | 0,020 | 0,018 | 0,028 | 0,022 | 0,034 | |
| Für Schruppen-Zirkular | |||||
| Für Ø 20 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |
| Ø 20 | |||||
| min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 125 | 0,130 | 0,208 |
| 900 -1500 N/mm² | E | 115 | 0,124 | 0,206 | |
| Für Schruppen-Zirkular | |||||||||||
| Für Ø 8 - 16 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 8 | Ø 10 | Ø 12 | Ø 16 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 125 | 0,105 | 0,168 | 0,113 | 0,181 | 0,121 | 0,194 | 0,126 | 0,202 |
| 900 -1500 N/mm² | E | 115 | 0,100 | 0,166 | 0,108 | 0,180 | 0,116 | 0,193 | 0,120 | 0,200 | |
| Für Schlichten-Kontur | |||||||||||
| Für Ø 3 - 6 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 3 | Ø 4 | Ø 5 | Ø 6 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 103 | 0,011 | 0,016 | 0,012 | 0,018 | 0,014 | 0,021 | 0,017 | 0,025 |
| 900 -1500 N/mm² | E | 95 | 0,012 | 0,017 | 0,013 | 0,019 | 0,015 | 0,022 | 0,018 | 0,027 | |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| Schnittdicke ae (radial) = 0,1 - 0,12xd1 |
| Schnittdicke ap (axial) = 1,25xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Für Schruppen-Kontur | |||||
| Für Ø 20 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |
| Ø 20 | |||||
| min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 95 | 0,054 | 0,081 |
| 900 -1500 N/mm² | E | 85 | 0,058 | 0,086 | |
| Für Schruppen-Kontur | |||||||||||
| Für Ø 8 - 16 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 8 | Ø 10 | Ø 12 | Ø 16 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl-Legierung | < 900 N/mm² | E | 95 | 0,026 | 0,039 | 0,034 | 0,051 | 0,040 | 0,060 | 0,047 | 0,071 |
| 900 -1500 N/mm² | E | 85 | 0,028 | 0,042 | 0,036 | 0,054 | 0,042 | 0,064 | 0,050 | 0,076 | |
Zuletzt angesehen

Sechskantschraube mit Schaft für den Druckbehälterbau ISO 4014, Stahl 5.6, verzinkt blau passiviert (A2K)

Gewindestange DIN 976-1 (Form A) mit metrischem ISO-Regelgewinde, Edelstahl A2

1/2 Zoll Multisteckschlüssel einer für alles

Selbstschneidener Gewindeeinsatz mit Schneidbohrung

Passfeder Hohe Form DIN 6885 Stahl C 45 K blank Form A

Spenglerdichtschraube Color

Sechskantschraube mit Schaft SB-GARNITUR DIN EN 15048-1 ISO 4014, Stahl 8.8U feuerverzinkt, mit Mutter ISO 4032

Scheibe DIN 1440, Stahl blank für Bolzen
Scheibe DIN 1440, Stahl blank für Bolzen

Messkupplung