





HPC Speedcut 4.0 Inox end mill, extra long XL, optional, four blades, uneven angle of twist gradient, HA shank
End mill SC4.0 Inox DIN 6527XL Ultrad FG HA
ENDMIL-SP-HPC-4.0-XL-IX-TN-UD-HA-D20
Art.-no. 5443314007
EAN 4062856167159




























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 8267 |
Material to be processed | Steel, Stainless steel, Titanium, Aluminium, GRP |
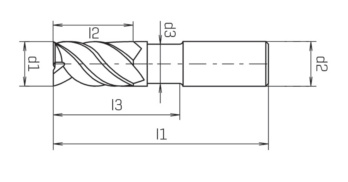
Diameter (d1) | 20 mm |
Shank diameter (d2) | 18 mm |
Clearance diameter (d3) | 19.5 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | ULTRADUR |
Coolant supply | External |
Twist angle | 39-42° |
Length (l1) | 124 mm |
Cutting edge length (l2) | 38 mm |
Clearance length (l3) | 71 mm |
Number of cutting edges (Z) | 4 PCS |
Corner chamfer | 0.35 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Aluminium, FRP |
| Cutting values for finishing contour | ||||||||||
| For dia. 5-8 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 5 | Dia. 6 | Dia. 8 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 | |
| Machining steels | < 850 N/mm² | L + E | 247 | 408 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 239 | 396 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,022 | 0,036 | 0,025 | 0,041 | 0,035 | 0,058 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| < 850 N/mm² | E | 138 | 228 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Cast iron | < 180 HB | - | 210 | 348 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| < 180 HB | - | 167 | 276 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 |
| > 260 HB | E | 138 | 228 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 | |
| Legend | ||
| L = air | ae = 0.5xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||||
| For dia. 16-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 16 | Dia. 20 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,099 | 0,159 | 0,120 | 0,192 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,093 | 0,150 | 0,109 | 0,176 | |
| Machining steels | < 850 N/mm² | L + E | 204 | 366 | 0,093 | 0,150 | 0,109 | 0,176 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 198 | 355 | 0,099 | 0,159 | 0,120 | 0,192 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,093 | 0,150 | 0,109 | 0,176 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,098 | 0,158 | 0,120 | 0,192 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,083 | 0,133 | 0,104 | 0,167 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,072 | 0,117 | 0,093 | 0,150 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,072 | 0,117 | 0,093 | 0,150 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,052 | 0,083 | 0,072 | 0,117 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,083 | 0,133 | 0,093 | 0,150 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,072 | 0,117 | 0,083 | 0,133 |
| < 850 N/mm² | E | 114 | 204 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,072 | 0,117 | 0,083 | 0,133 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,068 | 0,109 | 0,083 | 0,133 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,072 | 0,117 | 0,093 | 0,150 |
| Cast iron | < 180 HB | - | 174 | 312 | 0,114 | 0,183 | 0,135 | 0,216 |
| < 180 HB | - | 138 | 247 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,083 | 0,133 | 0,104 | 0,167 |
| > 260 HB | E | 114 | 204 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Cutting values for roughing contour | ||||||||
| For dia. 10-12 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 10 | Dia. 12 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,068 | 0,109 | 0,083 | 0,133 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,062 | 0,100 | 0,078 | 0,126 | |
| Machining steels | < 850 N/mm² | L + E | 204 | 366 | 0,062 | 0,100 | 0,072 | 0,117 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,068 | 0,109 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 198 | 355 | 0,068 | 0,109 | 0,083 | 0,133 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,064 | 0,104 | 0,078 | 0,126 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,058 | 0,093 | 0,068 | 0,109 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,062 | 0,100 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,052 | 0,083 | 0,058 | 0,093 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,068 | 0,109 | 0,083 | 0,133 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,047 | 0,076 | 0,052 | 0,083 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,058 | 0,093 | 0,068 | 0,109 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,052 | 0,083 | 0,062 | 0,100 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,052 | 0,083 | 0,062 | 0,100 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,041 | 0,067 | 0,047 | 0,076 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,058 | 0,093 | 0,068 | 0,109 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,052 | 0,083 | 0,062 | 0,100 |
| < 850 N/mm² | E | 114 | 204 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,052 | 0,083 | 0,064 | 0,104 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,047 | 0,076 | 0,052 | 0,083 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,052 | 0,083 | 0,062 | 0,100 |
| Cast iron | < 180 HB | - | 174 | 312 | 0,078 | 0,126 | 0,093 | 0,150 |
| < 180 HB | - | 138 | 247 | 0,062 | 0,100 | 0,068 | 0,109 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,062 | 0,100 | 0,068 | 0,109 |
| > 260 HB | E | 114 | 204 | 0,062 | 0,100 | 0,068 | 0,109 | |
| Legend | ||
| L = air | ae = 0.1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30%. | ||
| Cutting values for roughing groove | ||||||||||
| For dia. 5-8 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 5 | Dia. 6 | Dia. 8 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 242 | 441 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 | |
| Machining steels | < 850 N/mm² | L + E | 196 | 357 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 190 | 347 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 242 | 441 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Tool steels | < 850 N/mm² | L + E | 196 | 357 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,022 | 0,036 | 0,025 | 0,041 | 0,035 | 0,058 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 200 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 200 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 242 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Stainless steels, austenitic | < 700 N/mm² | E | 127 | 231 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| < 850 N/mm² | E | 109 | 200 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Special alloys | < 1200 N/mm² | E | 75 | 137 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Cast iron | < 180 HB | - | 167 | 305 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| < 180 HB | - | 132 | 242 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 132 | 242 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 |
| > 260 HB | E | 109 | 200 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 | |
| Cutting values for finishing contour | ||||||||
| For dia. 16-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 16 | Dia. 20 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Machining steels | < 850 N/mm² | L + E | 247 | 408 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 239 | 396 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,094 | 0,154 | 0,114 | 0,187 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,069 | 0,113 | 0,089 | 0,146 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,069 | 0,113 | 0,089 | 0,146 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,050 | 0,081 | 0,069 | 0,113 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,079 | 0,130 | 0,089 | 0,146 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 138 | 228 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,069 | 0,113 | 0,079 | 0,130 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,069 | 0,113 | 0,089 | 0,146 |
| Cast iron | < 180 HB | - | 210 | 348 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 167 | 276 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 138 | 228 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Cutting values for finishing contour | ||||||||
| For dia. 10-12 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 10 | Dia. 12 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,065 | 0,106 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,059 | 0,097 | 0,075 | 0,122 | |
| Machining steels | < 850 N/mm² | L + E | 247 | 408 | 0,059 | 0,097 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 239 | 396 | 0,065 | 0,106 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,062 | 0,101 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,050 | 0,081 | 0,055 | 0,090 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,065 | 0,106 | 0,079 | 0,130 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,045 | 0,074 | 0,050 | 0,081 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,055 | 0,090 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,050 | 0,081 | 0,059 | 0,097 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,050 | 0,081 | 0,059 | 0,097 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,040 | 0,065 | 0,045 | 0,074 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,055 | 0,090 | 0,065 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,050 | 0,081 | 0,059 | 0,097 |
| < 850 N/mm² | E | 138 | 228 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,050 | 0,081 | 0,062 | 0,101 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,045 | 0,074 | 0,050 | 0,081 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,050 | 0,081 | 0,059 | 0,097 |
| Cast iron | < 180 HB | - | 210 | 348 | 0,075 | 0,122 | 0,089 | 0,146 |
| < 180 HB | - | 167 | 276 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,059 | 0,097 | 0,065 | 0,106 |
| > 260 HB | E | 138 | 228 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Cutting values for roughing contour | ||||||||||
| For dia. 5-8 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 5 | Dia. 6 | Dia. 8 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,037 | 0,059 | 0,041 | 0,067 | 0,052 | 0,083 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,031 | 0,050 | 0,037 | 0,059 | 0,052 | 0,083 | |
| Machining steels | < 850 N/mm² | L + E | 204 | 366 | 0,031 | 0,050 | 0,037 | 0,059 | 0,052 | 0,083 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 198 | 355 | 0,037 | 0,059 | 0,041 | 0,067 | 0,052 | 0,083 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,031 | 0,050 | 0,037 | 0,059 | 0,052 | 0,083 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,037 | 0,059 | 0,041 | 0,067 | 0,052 | 0,083 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,023 | 0,037 | 0,026 | 0,043 | 0,037 | 0,059 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| < 850 N/mm² | E | 114 | 204 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| Cast iron | < 180 HB | - | 174 | 312 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 |
| < 180 HB | - | 138 | 247 | 0,031 | 0,050 | 0,037 | 0,059 | 0,041 | 0,067 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,031 | 0,050 | 0,037 | 0,059 | 0,041 | 0,067 |
| > 260 HB | E | 114 | 204 | 0,031 | 0,050 | 0,037 | 0,059 | 0,041 | 0,067 | |
| Legend | ||
| L = air | ae = 1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | ||||||||
| For dia. 16-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 16 | Dia. 20 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 242 | 441 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Machining steels | < 850 N/mm² | L + E | 196 | 357 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 190 | 347 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 242 | 441 | 0,094 | 0,154 | 0,114 | 0,187 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Tool steels | < 850 N/mm² | L + E | 196 | 357 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,069 | 0,113 | 0,089 | 0,146 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 200 | 0,069 | 0,113 | 0,089 | 0,146 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 200 | 0,050 | 0,081 | 0,069 | 0,113 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 242 | 0,079 | 0,130 | 0,089 | 0,146 |
| Stainless steels, austenitic | < 700 N/mm² | E | 127 | 231 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 109 | 200 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,069 | 0,113 | 0,079 | 0,130 |
| Special alloys | < 1200 N/mm² | E | 75 | 137 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,069 | 0,113 | 0,089 | 0,146 |
| Cast iron | < 180 HB | - | 167 | 305 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 132 | 242 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 132 | 242 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 109 | 200 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Cutting values for roughing groove | ||||||||
| For dia. 10-12 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 10 | Dia. 12 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 242 | 441 | 0,065 | 0,106 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,059 | 0,097 | 0,075 | 0,122 | |
| Machining steels | < 850 N/mm² | L + E | 196 | 357 | 0,059 | 0,097 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 190 | 347 | 0,065 | 0,106 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,062 | 0,101 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,050 | 0,081 | 0,055 | 0,090 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 242 | 441 | 0,065 | 0,106 | 0,079 | 0,130 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,045 | 0,074 | 0,050 | 0,081 | |
| Tool steels | < 850 N/mm² | L + E | 196 | 357 | 0,055 | 0,090 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,050 | 0,081 | 0,059 | 0,097 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 200 | 0,050 | 0,081 | 0,059 | 0,097 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 200 | 0,040 | 0,065 | 0,045 | 0,074 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 242 | 0,055 | 0,090 | 0,065 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 127 | 231 | 0,050 | 0,081 | 0,059 | 0,097 |
| < 850 N/mm² | E | 109 | 200 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,050 | 0,081 | 0,062 | 0,101 |
| Special alloys | < 1200 N/mm² | E | 75 | 137 | 0,045 | 0,074 | 0,050 | 0,081 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,050 | 0,081 | 0,059 | 0,097 |
| Cast iron | < 180 HB | - | 167 | 305 | 0,075 | 0,122 | 0,089 | 0,146 |
| < 180 HB | - | 132 | 242 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 132 | 242 | 0,059 | 0,097 | 0,065 | 0,106 |
| > 260 HB | E | 109 | 200 | 0,059 | 0,097 | 0,065 | 0,106 | |
Last viewed

Paint spray, high gloss

Flexible electrical conduit WBY-EL-F ComfortXQ® with high-glide inner coating

LED sensor light SL-12-2 made of plastic, with lithium-ion battery for cabinets, shelves and display cases

Extractor hood WSA 125 for angle grinders

Flat chisel In line with DIN 6453

Hexagon Socket Head Cap Screw ISO 4762, zinc plated 10.9 steel with thick-layer passivation (VZD)

Hat, hood, cap Weldas Fire Fox™ Camouflage welding cap

Screw, low cylinder head, inch

PLUS dust extractor

Heat-resistant crepe masking tape +120 °C