





HPC Speedcut 4.0 Inox end mill, long, optional, four blades, uneven angle of twist gradient, with internal cooling, HB shank
End mill SC4.0 Inox DIN 6527L IC Ultrad FG HB
MILL-SP-HPC-4.0-L-IX-UD-FG-TN-IK-HB-D12





























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 8597 |
Material to be processed | Steel |
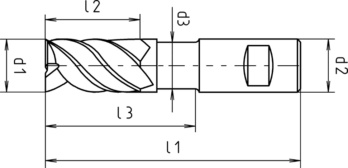
Diameter (d1) | 12 mm |
Shank diameter (d2) | 12 mm |
Clearance diameter (d3) | 11.5 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | ULTRADUR |
Coolant supply | Internal |
Twist angle | 39-42° |
Length (l1) | 83 mm |
Cutting edge length (l2) | 26 mm |
Clearance length (l3) | 38 mm |
Number of cutting edges (Z) | 4 PCS |
Corner chamfer | 0.25 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels |
Last viewed

Slotted flat-head screw DIN 85, steel 4.8, zinc-plated, blue passivated (A2K)

Partial exoskeleton Ottobock CX Soft Back back strap

EPS profile thumbturn cylinder

Mechanic's glove

Straight male fitting ISO 8434-1, stainless steel 1.4571, NPT male thread

Leather protective glove Ejendals TEGERA® 340

Hexagonal bolt with shank

Hexagonal bolt with thread up to the head ISO 4017, steel 8.8, plain

Ribbed PVC plaster tape

Protective clothing, disposable