





HPC Speedcut 4.0 Universal end mill, extra long XL, optional, four blades, uneven angle of twist gradient, HB shank
End mill SC4.0 Uni DIN 6527XL Twind FG HB
ENDMIL-SP-HPC-4.0-XL-UV-TN-TD-HB-D12





























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 8737 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Hard and tough material, Non-ferrous metal |
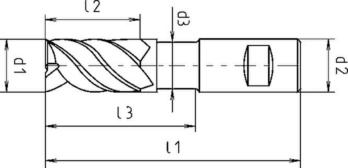
Diameter (d1) | 12 mm |
Shank diameter (d2) | 12 mm |
Clearance diameter (d3) | 11.5 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | TWINDUR |
Coolant supply | External |
Twist angle | 35-38° |
Length (l1) | 95 mm |
Cutting edge length (l2) | 26 mm |
Clearance length (l3) | 50 mm |
Number of cutting edges (Z) | 4 PCS |
Corner chamfer | 0.25 |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Steels > 45 HRC, Copper, Brass, Aluminium |
| For dia. 10-12 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 10 | Dia. 12 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| Steels | ||||||||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,065 | 0,106 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,059 | 0,097 | 0,075 | 0,122 | |
| Machining steels | < 850 N/mm² | L + E | 247 | 408 | 0,059 | 0,097 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 239 | 396 | 0,065 | 0,106 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,062 | 0,101 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,050 | 0,081 | 0,055 | 0,090 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,065 | 0,106 | 0,079 | 0,130 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,045 | 0,074 | 0,050 | 0,081 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,055 | 0,090 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,050 | 0,081 | 0,059 | 0,097 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,050 | 0,081 | 0,059 | 0,097 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,040 | 0,065 | 0,045 | 0,074 |
| High grade steels | ||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,055 | 0,090 | 0,065 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,050 | 0,081 | 0,059 | 0,097 |
| < 850 N/mm² | E | 138 | 228 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,050 | 0,081 | 0,062 | 0,101 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,045 | 0,074 | 0,050 | 0,081 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,050 | 0,081 | 0,059 | 0,097 |
| Cast metals | ||||||||
| Cast iron | < 180 HB | - | 210 | 348 | 0,075 | 0,122 | 0,089 | 0,146 |
| < 180 HB | - | 167 | 276 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,059 | 0,097 | 0,065 | 0,106 |
| > 260 HB | E | 138 | 228 | 0,059 | 0,097 | 0,065 | 0,106 | |
| For dia. 5-8 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 5 | Dia. 6 | Dia. 8 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 | |
| Machining steels | < 850 N/mm² | L + E | 247 | 408 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 239 | 396 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,022 | 0,036 | 0,025 | 0,041 | 0,035 | 0,058 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| < 850 N/mm² | E | 138 | 228 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Cast metals | ||||||||||
| Cast iron | < 180 HB | - | 210 | 348 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| < 180 HB | - | 167 | 276 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 |
| > 260 HB | E | 138 | 228 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 | |
| Legend |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/z] |
| ae (radial cutting thickness) = 0.5xd1 |
| ap (axial cutting thickness) = 1xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| For dia. 5-8 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 5 | Dia. 6 | Dia. 8 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,037 | 0,059 | 0,041 | 0,067 | 0,052 | 0,083 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,031 | 0,050 | 0,037 | 0,059 | 0,052 | 0,083 | |
| Machining steels | < 850 N/mm² | L + E | 204 | 366 | 0,031 | 0,050 | 0,037 | 0,059 | 0,052 | 0,083 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 198 | 355 | 0,037 | 0,059 | 0,041 | 0,067 | 0,052 | 0,083 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,031 | 0,050 | 0,037 | 0,059 | 0,052 | 0,083 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,037 | 0,059 | 0,041 | 0,067 | 0,052 | 0,083 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,023 | 0,037 | 0,026 | 0,043 | 0,037 | 0,059 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| < 850 N/mm² | E | 114 | 204 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| Cast metals | ||||||||||
| Cast iron | < 180 HB | - | 174 | 312 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 |
| < 180 HB | - | 138 | 247 | 0,031 | 0,050 | 0,037 | 0,059 | 0,041 | 0,067 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,031 | 0,050 | 0,037 | 0,059 | 0,041 | 0,067 |
| > 260 HB | E | 114 | 204 | 0,031 | 0,050 | 0,037 | 0,059 | 0,041 | 0,067 | |
| Legend |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/z] |
| ae (radial cutting thickness) = 1xd1 |
| ap (axial cutting thickness) = 1xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| For dia. 16-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 16 | Dia. 20 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| Steels | ||||||||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,099 | 0,159 | 0,120 | 0,192 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,093 | 0,150 | 0,109 | 0,176 | |
| Machining steels | < 850 N/mm² | L + E | 204 | 366 | 0,093 | 0,150 | 0,109 | 0,176 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 198 | 355 | 0,099 | 0,159 | 0,120 | 0,192 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,093 | 0,150 | 0,109 | 0,176 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,098 | 0,158 | 0,120 | 0,192 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,083 | 0,133 | 0,104 | 0,167 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,072 | 0,117 | 0,093 | 0,150 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,072 | 0,117 | 0,093 | 0,150 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,052 | 0,083 | 0,072 | 0,117 |
| High grade steels | ||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,083 | 0,133 | 0,093 | 0,150 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,072 | 0,117 | 0,083 | 0,133 |
| < 850 N/mm² | E | 114 | 204 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,072 | 0,117 | 0,083 | 0,133 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,068 | 0,109 | 0,083 | 0,133 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,072 | 0,117 | 0,093 | 0,150 |
| Cast metals | ||||||||
| Cast iron | < 180 HB | - | 174 | 312 | 0,114 | 0,183 | 0,135 | 0,216 |
| < 180 HB | - | 138 | 247 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,083 | 0,133 | 0,104 | 0,167 |
| > 260 HB | E | 114 | 204 | 0,083 | 0,133 | 0,104 | 0,167 | |
| For dia. 10-12 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 10 | Dia. 12 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| Steels | ||||||||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,068 | 0,109 | 0,083 | 0,133 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,062 | 0,100 | 0,078 | 0,126 | |
| Machining steels | < 850 N/mm² | L + E | 204 | 366 | 0,062 | 0,100 | 0,072 | 0,117 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,068 | 0,109 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 198 | 355 | 0,068 | 0,109 | 0,083 | 0,133 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,064 | 0,104 | 0,078 | 0,126 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,058 | 0,093 | 0,068 | 0,109 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,062 | 0,100 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,052 | 0,083 | 0,058 | 0,093 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,068 | 0,109 | 0,083 | 0,133 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,047 | 0,076 | 0,052 | 0,083 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,058 | 0,093 | 0,068 | 0,109 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,052 | 0,083 | 0,062 | 0,100 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,052 | 0,083 | 0,062 | 0,100 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,041 | 0,067 | 0,047 | 0,076 |
| High grade steels | ||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,058 | 0,093 | 0,068 | 0,109 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,052 | 0,083 | 0,062 | 0,100 |
| < 850 N/mm² | E | 114 | 204 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,052 | 0,083 | 0,064 | 0,104 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,047 | 0,076 | 0,052 | 0,083 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,052 | 0,083 | 0,062 | 0,100 |
| Cast metals | ||||||||
| Cast iron | < 180 HB | - | 174 | 312 | 0,078 | 0,126 | 0,093 | 0,150 |
| < 180 HB | - | 138 | 247 | 0,062 | 0,100 | 0,068 | 0,109 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,062 | 0,100 | 0,068 | 0,109 |
| > 260 HB | E | 114 | 204 | 0,062 | 0,100 | 0,068 | 0,109 | |
| For dia. 5-8 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 5 | Dia. 6 | Dia. 8 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 242 | 441 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 | |
| Machining steels | < 850 N/mm² | L + E | 196 | 357 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 190 | 347 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,030 | 0,049 | 0,035 | 0,058 | 0,050 | 0,081 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 242 | 441 | 0,035 | 0,058 | 0,040 | 0,065 | 0,050 | 0,081 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Tool steels | < 850 N/mm² | L + E | 196 | 357 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,022 | 0,036 | 0,025 | 0,041 | 0,035 | 0,058 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 200 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 200 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| High grade steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 242 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Stainless steels, austenitic | < 700 N/mm² | E | 127 | 231 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| < 850 N/mm² | E | 109 | 200 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Special alloys | < 1200 N/mm² | E | 75 | 137 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Cast metals | ||||||||||
| Cast iron | < 180 HB | - | 167 | 305 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| < 180 HB | - | 132 | 242 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 132 | 242 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 |
| > 260 HB | E | 109 | 200 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,065 | |
| Legend |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/z] |
| ae (radial cutting thickness) = 0.1xd1 |
| ap (axial cutting thickness) = 1.5xd1 |
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30%. |
| For dia. 16-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 16 | Dia. 20 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| Steels | ||||||||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Machining steels | < 850 N/mm² | L + E | 247 | 408 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 239 | 396 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,094 | 0,154 | 0,114 | 0,187 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,069 | 0,113 | 0,089 | 0,146 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,069 | 0,113 | 0,089 | 0,146 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,050 | 0,081 | 0,069 | 0,113 |
| High grade steels | ||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,079 | 0,130 | 0,089 | 0,146 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 138 | 228 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,069 | 0,113 | 0,079 | 0,130 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,069 | 0,113 | 0,089 | 0,146 |
| Cast metals | ||||||||
| Cast iron | < 180 HB | - | 210 | 348 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 167 | 276 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 138 | 228 | 0,079 | 0,130 | 0,099 | 0,162 | |
| For dia. 16-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 16 | Dia. 20 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| Steels | ||||||||
| General structural steels | < 500 N/mm² | L + E | 242 | 441 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Machining steels | < 850 N/mm² | L + E | 196 | 357 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 190 | 347 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 242 | 441 | 0,094 | 0,154 | 0,114 | 0,187 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Tool steels | < 850 N/mm² | L + E | 196 | 357 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,069 | 0,113 | 0,089 | 0,146 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 200 | 0,069 | 0,113 | 0,089 | 0,146 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 200 | 0,050 | 0,081 | 0,069 | 0,113 |
| High grade steels | ||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 242 | 0,079 | 0,130 | 0,089 | 0,146 |
| Stainless steels, austenitic | < 700 N/mm² | E | 127 | 231 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 109 | 200 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,069 | 0,113 | 0,079 | 0,130 |
| Special alloys | < 1200 N/mm² | E | 75 | 137 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,069 | 0,113 | 0,089 | 0,146 |
| Cast metals | ||||||||
| Cast iron | < 180 HB | - | 167 | 305 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 132 | 242 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 132 | 242 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 109 | 200 | 0,079 | 0,130 | 0,099 | 0,162 | |
| For dia. 10-12 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 10 | Dia. 12 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| Steels | ||||||||
| General structural steels | < 500 N/mm² | L + E | 242 | 441 | 0,065 | 0,106 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,059 | 0,097 | 0,075 | 0,122 | |
| Machining steels | < 850 N/mm² | L + E | 196 | 357 | 0,059 | 0,097 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 190 | 347 | 0,065 | 0,106 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,062 | 0,101 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,050 | 0,081 | 0,055 | 0,090 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 242 | 441 | 0,065 | 0,106 | 0,079 | 0,130 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,045 | 0,074 | 0,050 | 0,081 | |
| Tool steels | < 850 N/mm² | L + E | 196 | 357 | 0,055 | 0,090 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,050 | 0,081 | 0,059 | 0,097 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 200 | 0,050 | 0,081 | 0,059 | 0,097 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 200 | 0,040 | 0,065 | 0,045 | 0,074 |
| High grade steels | ||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 242 | 0,055 | 0,090 | 0,065 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 127 | 231 | 0,050 | 0,081 | 0,059 | 0,097 |
| < 850 N/mm² | E | 109 | 200 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,050 | 0,081 | 0,062 | 0,101 |
| Special alloys | < 1200 N/mm² | E | 75 | 137 | 0,045 | 0,074 | 0,050 | 0,081 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,050 | 0,081 | 0,059 | 0,097 |
| Cast metals | ||||||||
| Cast iron | < 180 HB | - | 167 | 305 | 0,075 | 0,122 | 0,089 | 0,146 |
| < 180 HB | - | 132 | 242 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 132 | 242 | 0,059 | 0,097 | 0,065 | 0,106 |
| > 260 HB | E | 109 | 200 | 0,059 | 0,097 | 0,065 | 0,106 | |
Last viewed

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, steel 10.9, plain

3/8-inch cardan joint insert For external TX screws

WÜPOFAST® steel zinc-plated yellow chipboard screw Full thread, raised countersunk head, PZ

Threaded rod

Countersunk head screw with nib and nut

Countersunk head screw with recessed head, H DIN 965, steel 4.8, zinc-plated, blue passivated (A2K)

Ring lock washer Narrow shape

Low-strength pipe and thread sealant with PTFE

Hexagonal bolt with thread up to the head DIN 933, steel 12.9, plain

Washer