





HPC Speedcut 4.0 Universal end mill, long, optional, four blades, uneven angle of twist gradient DIN 6527L, HB shank
End mill SC/HPC DIN6527L Z4 HB
MILL-SP-HPC-DIN6527L-UV-SC-TW-HB-D3
Art.-no. 5443301861
EAN 4055375925317





























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 8417 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Hard and tough material, Non-ferrous metal |
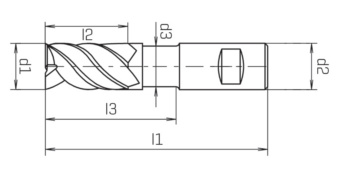
Diameter (d1) | 3 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 2.9 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | TWINDUR |
Coolant supply | External |
Twist angle | 35-38° |
Length (l1) | 57 mm |
Cutting edge length (l2) | 8 mm |
Clearance length (l3) | 14 mm |
Number of cutting edges (Z) | 4 PCS |
Corner chamfer | 0.15 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Steels > 45 HRC, Copper, Brass, Aluminium |
| Cutting values for finishing contour | ||||||||||||
| For dia. 3-6 | ||||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Carbon steels | < 850 N/mm² | L + E | 247 | 408 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 239 | 396 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,020 | 0,032 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,018 | 0,029 | 0,022 | 0,036 | 0,025 | 0,041 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Stainless steels | ||||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| < 850 N/mm² | E | 138 | 228 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Cast metals | ||||||||||||
| Cast iron | < 180 HB | - | 210 | 348 | 0,018 | 0,029 | 0,023 | 0,038 | 0,030 | 0,049 | 0,040 | 0,065 |
| < 180 HB | - | 167 | 276 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Nodular graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 |
| > 260 HB | E | 138 | 228 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Key |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| ae = (cutting thickness radial) = 0.5xd1 |
| ap = (cutting thickness axial) = 1xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values for roughing contour | ||||||||||
| For dia. 14-20 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 14 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,091 | 0,146 | 0,099 | 0,159 | 0,120 | 0,192 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,086 | 0,138 | 0,093 | 0,150 | 0,109 | 0,176 | |
| Carbon steels | < 850 N/mm² | L + E | 204 | 366 | 0,083 | 0,133 | 0,093 | 0,150 | 0,109 | 0,176 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 198 | 355 | 0,091 | 0,146 | 0,099 | 0,159 | 0,120 | 0,192 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,086 | 0,138 | 0,093 | 0,150 | 0,109 | 0,176 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,072 | 0,117 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,060 | 0,096 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,091 | 0,146 | 0,098 | 0,158 | 0,120 | 0,192 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,057 | 0,092 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,049 | 0,080 | 0,052 | 0,083 | 0,072 | 0,117 |
| Stainless steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,093 | 0,150 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 |
| < 850 N/mm² | E | 114 | 204 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,068 | 0,110 | 0,072 | 0,117 | 0,083 | 0,133 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,060 | 0,096 | 0,068 | 0,109 | 0,083 | 0,133 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 |
| Cast metals | ||||||||||
| Cast iron | < 180 HB | - | 174 | 312 | 0,104 | 0,167 | 0,114 | 0,183 | 0,135 | 0,216 |
| < 180 HB | - | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Nodular graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| > 260 HB | E | 114 | 204 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Cutting values for roughing contour | ||||||||||
| For dia. 8-12 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 8 | Dia. 10 | Dia. 12 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,052 | 0,083 | 0,068 | 0,109 | 0,083 | 0,133 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,052 | 0,083 | 0,062 | 0,100 | 0,078 | 0,126 | |
| Carbon steels | < 850 N/mm² | L + E | 204 | 366 | 0,052 | 0,083 | 0,062 | 0,100 | 0,072 | 0,117 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 198 | 355 | 0,052 | 0,083 | 0,068 | 0,109 | 0,083 | 0,133 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,052 | 0,083 | 0,064 | 0,104 | 0,078 | 0,126 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,041 | 0,067 | 0,058 | 0,093 | 0,062 | 0,100 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,041 | 0,067 | 0,052 | 0,083 | 0,058 | 0,093 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,052 | 0,083 | 0,068 | 0,109 | 0,083 | 0,133 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,037 | 0,059 | 0,047 | 0,076 | 0,052 | 0,083 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,037 | 0,059 | 0,052 | 0,083 | 0,062 | 0,100 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,031 | 0,050 | 0,041 | 0,067 | 0,047 | 0,076 |
| Stainless steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,041 | 0,067 | 0,058 | 0,093 | 0,068 | 0,109 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 |
| < 850 N/mm² | E | 114 | 204 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,041 | 0,067 | 0,052 | 0,083 | 0,064 | 0,104 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,037 | 0,059 | 0,047 | 0,076 | 0,052 | 0,083 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,041 | 0,067 | 0,052 | 0,083 | 0,062 | 0,100 |
| Cast metals | ||||||||||
| Cast iron | < 180 HB | - | 174 | 312 | 0,052 | 0,083 | 0,078 | 0,126 | 0,093 | 0,150 |
| < 180 HB | - | 138 | 247 | 0,041 | 0,067 | 0,062 | 0,100 | 0,068 | 0,109 | |
| Nodular graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,041 | 0,067 | 0,062 | 0,100 | 0,068 | 0,109 |
| > 260 HB | E | 114 | 204 | 0,041 | 0,067 | 0,062 | 0,100 | 0,068 | 0,109 | |
| Cutting values for roughing groove | ||||||||||||
| For dia. 3-6 | ||||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||||
| General structural steels | < 500 N/mm² | L + E | 242 | 441 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Carbon steels | < 850 N/mm² | L + E | 196 | 357 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 190 | 347 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 242 | 441 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Tool steels | < 850 N/mm² | L + E | 196 | 357 | 0,020 | 0,032 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,018 | 0,029 | 0,022 | 0,036 | 0,025 | 0,041 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 200 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 200 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Stainless steels | ||||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 242 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Stainless steels, austenitic | < 700 N/mm² | E | 127 | 231 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| < 850 N/mm² | E | 109 | 200 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Special alloys | < 1200 N/mm² | E | 75 | 137 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Cast metals | ||||||||||||
| Cast iron | < 180 HB | - | 167 | 305 | 0,018 | 0,029 | 0,023 | 0,038 | 0,030 | 0,049 | 0,040 | 0,065 |
| < 180 HB | - | 132 | 242 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Nodular graphite, malleable iron | < 180 HB | - | 132 | 242 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 |
| > 260 HB | E | 109 | 200 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Key |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| ae = (cutting thickness radial) = 0.1xd1 |
| ap = (cutting thickness axial) = 1.5xd1 |
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. |
| Cutting values for finishing contour | ||||||||||
| For dia. 14-20 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 14 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Carbon steels | < 850 N/mm² | L + E | 247 | 408 | 0,079 | 0,130 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 239 | 396 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,069 | 0,113 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,057 | 0,094 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,087 | 0,142 | 0,094 | 0,154 | 0,114 | 0,187 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,054 | 0,089 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,047 | 0,077 | 0,050 | 0,081 | 0,069 | 0,113 |
| Stainless steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,089 | 0,146 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 138 | 228 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,065 | 0,107 | 0,069 | 0,113 | 0,079 | 0,130 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,057 | 0,094 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Cast metals | ||||||||||
| Cast iron | < 180 HB | - | 210 | 348 | 0,099 | 0,162 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Nodular graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 138 | 228 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Cutting values for finishing contour | ||||||||||
| For dia. 8-12 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 8 | Dia. 10 | Dia. 12 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,050 | 0,081 | 0,059 | 0,097 | 0,075 | 0,122 | |
| Carbon steels | < 850 N/mm² | L + E | 247 | 408 | 0,050 | 0,081 | 0,059 | 0,097 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 239 | 396 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,050 | 0,081 | 0,062 | 0,101 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,040 | 0,065 | 0,055 | 0,090 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,040 | 0,065 | 0,050 | 0,081 | 0,055 | 0,090 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,030 | 0,049 | 0,040 | 0,065 | 0,045 | 0,074 |
| Stainless steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| < 850 N/mm² | E | 138 | 228 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,040 | 0,065 | 0,050 | 0,081 | 0,062 | 0,101 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Cast metals | ||||||||||
| Cast iron | < 180 HB | - | 210 | 348 | 0,050 | 0,081 | 0,075 | 0,122 | 0,089 | 0,146 |
| < 180 HB | - | 167 | 276 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Nodular graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 |
| > 260 HB | E | 138 | 228 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Cutting values for roughing contour | ||||||||||||
| For dia. 3-6 | ||||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 | 0,041 | 0,067 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| Carbon steels | < 850 N/mm² | L + E | 204 | 366 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 198 | 355 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 | 0,041 | 0,067 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 | 0,041 | 0,067 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,025 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,021 | 0,033 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,018 | 0,030 | 0,023 | 0,037 | 0,026 | 0,043 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,013 | 0,020 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| Stainless steels | ||||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,016 | 0,025 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| < 850 N/mm² | E | 114 | 204 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,013 | 0,020 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| Cast metals | ||||||||||||
| Cast iron | < 180 HB | - | 174 | 312 | 0,018 | 0,030 | 0,024 | 0,039 | 0,031 | 0,050 | 0,041 | 0,067 |
| < 180 HB | - | 138 | 247 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| Nodular graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 |
| > 260 HB | E | 114 | 204 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| Key |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| ae = (cutting thickness radial) = 1xd1 |
| ap = (cutting thickness axial) = 1xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values for roughing groove | ||||||||||
| For dia. 14-20 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 14 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 242 | 441 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Carbon steels | < 850 N/mm² | L + E | 196 | 357 | 0,079 | 0,130 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 190 | 347 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,069 | 0,113 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,057 | 0,094 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 242 | 441 | 0,087 | 0,142 | 0,094 | 0,154 | 0,114 | 0,187 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,054 | 0,089 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Tool steels | < 850 N/mm² | L + E | 196 | 357 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 200 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 200 | 0,047 | 0,077 | 0,050 | 0,081 | 0,069 | 0,113 |
| Stainless steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,089 | 0,146 |
| Stainless steels, austenitic | < 700 N/mm² | E | 127 | 231 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 109 | 200 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,065 | 0,107 | 0,069 | 0,113 | 0,079 | 0,130 |
| Special alloys | < 1200 N/mm² | E | 75 | 137 | 0,057 | 0,094 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Cast metals | ||||||||||
| Cast iron | < 180 HB | - | 167 | 305 | 0,099 | 0,162 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Nodular graphite, malleable iron | < 180 HB | - | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 109 | 200 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Cutting values for roughing groove | ||||||||||
| For dia. 8-12 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 8 | Dia. 10 | Dia. 12 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Steels | ||||||||||
| General structural steels | < 500 N/mm² | L + E | 242 | 441 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,050 | 0,081 | 0,059 | 0,097 | 0,075 | 0,122 | |
| Carbon steels | < 850 N/mm² | L + E | 196 | 357 | 0,050 | 0,081 | 0,059 | 0,097 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 190 | 347 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,050 | 0,081 | 0,062 | 0,101 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,040 | 0,065 | 0,055 | 0,090 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,040 | 0,065 | 0,050 | 0,081 | 0,055 | 0,090 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 242 | 441 | 0,050 | 0,081 | 0,065 | 0,106 | 0,079 | 0,130 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 | |
| Tool steels | < 850 N/mm² | L + E | 196 | 357 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 200 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 200 | 0,030 | 0,049 | 0,040 | 0,065 | 0,045 | 0,074 |
| Stainless steels | ||||||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 242 | 0,040 | 0,065 | 0,055 | 0,090 | 0,065 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 127 | 231 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| < 850 N/mm² | E | 109 | 200 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,040 | 0,065 | 0,050 | 0,081 | 0,062 | 0,101 |
| Special alloys | < 1200 N/mm² | E | 75 | 137 | 0,035 | 0,058 | 0,045 | 0,074 | 0,050 | 0,081 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,040 | 0,065 | 0,050 | 0,081 | 0,059 | 0,097 |
| Cast metals | ||||||||||
| Cast iron | < 180 HB | - | 167 | 305 | 0,050 | 0,081 | 0,075 | 0,122 | 0,089 | 0,146 |
| < 180 HB | - | 132 | 242 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
| Nodular graphite, malleable iron | < 180 HB | - | 132 | 242 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 |
| > 260 HB | E | 109 | 200 | 0,040 | 0,065 | 0,059 | 0,097 | 0,065 | 0,106 | |
Last viewed

Pan head tapping screw, shape C with Z recessed head ISO 7049, steel, zinc-plated, blue passivated, shape C (with tip)

Wing door cabinet, depth 500 mm With doors with viewing window and W-SLB system storage boxes size 3 and 4

Hexagonal bolt with thread up to head for pressure container construction DIN EN ISO 4017, A2 stainless steel

1/2 inch impact socket wrench insert, power with integrated reinforcement ring for longer service life

Hexagon bolt, fully threaded with nut, SB fittings, DIN EN 15048-1 ISO 4017, A4-70 stainless steel, plain, with nut ISO 4032

Hexagon bolt with thread up to the head ISO 4017, steel strength class 10.9, zinc flake, silver (ZFSHL)

HPC solid carbide drill Speeddrill 4.0-Universal, DIN 6537L, long 5xD, 4 drill heels, with internal cooling

Hexagon head bolt with shank for pressure container construction (PED) ISO 4014, steel 25CrMo4, zinc-plated

Hexagonal bolt with shank for pressure container construction ISO 4014, steel 5.6, plain

OrgaAer central lock For hanging frames and wide drawers