





HPC Speedcut 4.0 inox end mill, long, four blade, variable helix DIN 6527L, HB shank
End mill SC-HPC/MTC DIN6527L Z3-4 HB
ENDMIL-SP-HPC-DIN6527L-IX-SC-UL-HB-D5




























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 8747 |
Material to be processed | GRP |
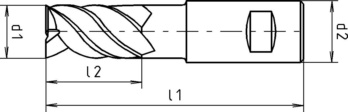
Diameter (d1) | 5 mm |
Shank diameter (d2) | 6 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | ULTRADUR |
Coolant supply | External |
Twist angle | 39-42° |
Length (l1) | 57 mm |
Cutting edge length (l2) | 13 mm |
Number of cutting edges (Z) | 4 PCS |
Corner chamfer | 0.25 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | FRP |
| Key | ||
| L = air | ae = 0.5xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||||||
| For dia. 14-20 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 14 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,091 | 0,146 | 0,099 | 0,159 | 0,120 | 0,192 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,086 | 0,138 | 0,093 | 0,150 | 0,109 | 0,176 | |
| Carbon steels | < 850 N/mm² | L + E | 204 | 366 | 0,083 | 0,133 | 0,093 | 0,150 | 0,109 | 0,176 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 198 | 355 | 0,091 | 0,146 | 0,099 | 0,159 | 0,120 | 0,192 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,086 | 0,138 | 0,093 | 0,150 | 0,109 | 0,176 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,072 | 0,117 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,060 | 0,096 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,091 | 0,146 | 0,098 | 0,158 | 0,120 | 0,192 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,057 | 0,092 | 0,062 | 0,100 | 0,083 | 0,133 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,049 | 0,080 | 0,052 | 0,083 | 0,072 | 0,117 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,093 | 0,150 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 |
| < 850 N/mm² | E | 114 | 204 | 0,067 | 0,108 | 0,072 | 0,117 | 0,083 | 0,133 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,068 | 0,110 | 0,072 | 0,117 | 0,083 | 0,133 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,060 | 0,096 | 0,068 | 0,109 | 0,083 | 0,133 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,067 | 0,108 | 0,072 | 0,117 | 0,093 | 0,150 |
| Cast iron | < 180 HB | - | 174 | 312 | 0,104 | 0,167 | 0,114 | 0,183 | 0,135 | 0,216 |
| < 180 HB | - | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Nodular graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 |
| > 260 HB | E | 114 | 204 | 0,075 | 0,121 | 0,083 | 0,133 | 0,104 | 0,167 | |
| Cutting values for roughing contour | ||||||||||
| For dia. 10-12 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 10 | Dia. 11 | Dia. 12 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,068 | 0,109 | 0,075 | 0,121 | 0,083 | 0,133 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,062 | 0,100 | 0,070 | 0,113 | 0,078 | 0,126 | |
| Carbon steels | < 850 N/mm² | L + E | 204 | 366 | 0,062 | 0,100 | 0,067 | 0,108 | 0,072 | 0,117 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,063 | 0,101 | 0,068 | 0,109 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 198 | 355 | 0,068 | 0,109 | 0,075 | 0,121 | 0,083 | 0,133 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,064 | 0,104 | 0,071 | 0,115 | 0,078 | 0,126 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,058 | 0,093 | 0,063 | 0,101 | 0,068 | 0,109 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,060 | 0,096 | 0,062 | 0,100 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,052 | 0,083 | 0,055 | 0,088 | 0,058 | 0,093 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,068 | 0,109 | 0,075 | 0,121 | 0,083 | 0,133 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,063 | 0,101 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,052 | 0,083 | 0,057 | 0,092 | 0,062 | 0,100 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,058 | 0,093 | 0,063 | 0,101 | 0,068 | 0,109 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,047 | 0,076 | 0,049 | 0,080 | 0,052 | 0,083 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,058 | 0,093 | 0,063 | 0,101 | 0,068 | 0,109 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,052 | 0,083 | 0,057 | 0,092 | 0,062 | 0,100 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,052 | 0,083 | 0,057 | 0,092 | 0,062 | 0,100 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,041 | 0,067 | 0,044 | 0,071 | 0,047 | 0,076 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,058 | 0,093 | 0,063 | 0,101 | 0,068 | 0,109 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,052 | 0,083 | 0,057 | 0,092 | 0,062 | 0,100 |
| < 850 N/mm² | E | 114 | 204 | 0,052 | 0,083 | 0,057 | 0,092 | 0,062 | 0,100 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,052 | 0,083 | 0,058 | 0,093 | 0,064 | 0,104 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,047 | 0,076 | 0,049 | 0,080 | 0,052 | 0,083 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,052 | 0,083 | 0,057 | 0,092 | 0,062 | 0,100 |
| Cast iron | < 180 HB | - | 174 | 312 | 0,078 | 0,126 | 0,086 | 0,138 | 0,093 | 0,150 |
| < 180 HB | - | 138 | 247 | 0,062 | 0,100 | 0,065 | 0,105 | 0,068 | 0,109 | |
| Nodular graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,062 | 0,100 | 0,065 | 0,105 | 0,068 | 0,109 |
| > 260 HB | E | 114 | 204 | 0,062 | 0,100 | 0,065 | 0,105 | 0,068 | 0,109 | |
| Key | ||
| L = air | ae = 1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | ||||||||||
| For dia. 14-20 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 14 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| General structural steels | < 500 N/mm² | L + E | 242 | 441 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Carbon steels | < 850 N/mm² | L + E | 196 | 357 | 0,079 | 0,130 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 190 | 347 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,069 | 0,113 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,057 | 0,094 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 242 | 441 | 0,087 | 0,142 | 0,094 | 0,154 | 0,114 | 0,187 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,054 | 0,089 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Tool steels | < 850 N/mm² | L + E | 196 | 357 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 200 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 200 | 0,047 | 0,077 | 0,050 | 0,081 | 0,069 | 0,113 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,089 | 0,146 |
| Stainless steels, austenitic | < 700 N/mm² | E | 127 | 231 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 109 | 200 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,065 | 0,107 | 0,069 | 0,113 | 0,079 | 0,130 |
| Special alloys | < 1200 N/mm² | E | 75 | 137 | 0,057 | 0,094 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Cast iron | < 180 HB | - | 167 | 305 | 0,099 | 0,162 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Nodular graphite, malleable iron | < 180 HB | - | 132 | 242 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 109 | 200 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Key | ||
| L = air | ae = 0.1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. | ||
| Cutting values for roughing contour | ||||||||||
| For dia. 7-9 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 7 | Dia. 8 | Dia. 9 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,047 | 0,075 | 0,052 | 0,083 | 0,060 | 0,096 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,044 | 0,071 | 0,052 | 0,083 | 0,057 | 0,092 | |
| Carbon steels | < 850 N/mm² | L + E | 204 | 366 | 0,044 | 0,071 | 0,052 | 0,083 | 0,057 | 0,092 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,036 | 0,058 | 0,041 | 0,067 | 0,049 | 0,080 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 198 | 355 | 0,047 | 0,075 | 0,052 | 0,083 | 0,060 | 0,096 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,044 | 0,071 | 0,052 | 0,083 | 0,058 | 0,093 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,036 | 0,058 | 0,041 | 0,067 | 0,049 | 0,080 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,036 | 0,058 | 0,041 | 0,067 | 0,049 | 0,080 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,036 | 0,058 | 0,041 | 0,067 | 0,047 | 0,075 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,047 | 0,075 | 0,052 | 0,083 | 0,060 | 0,096 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,036 | 0,058 | 0,041 | 0,067 | 0,049 | 0,080 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,036 | 0,058 | 0,041 | 0,067 | 0,047 | 0,075 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,036 | 0,058 | 0,041 | 0,067 | 0,049 | 0,080 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,034 | 0,055 | 0,037 | 0,059 | 0,042 | 0,068 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,036 | 0,058 | 0,041 | 0,067 | 0,049 | 0,080 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,032 | 0,051 | 0,037 | 0,059 | 0,044 | 0,071 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,036 | 0,058 | 0,041 | 0,067 | 0,047 | 0,075 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,029 | 0,046 | 0,031 | 0,050 | 0,036 | 0,058 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,036 | 0,058 | 0,041 | 0,067 | 0,049 | 0,080 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,036 | 0,058 | 0,041 | 0,067 | 0,047 | 0,075 |
| < 850 N/mm² | E | 114 | 204 | 0,036 | 0,058 | 0,041 | 0,067 | 0,047 | 0,075 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,036 | 0,058 | 0,041 | 0,067 | 0,047 | 0,075 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,032 | 0,051 | 0,037 | 0,059 | 0,042 | 0,068 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,036 | 0,058 | 0,041 | 0,067 | 0,047 | 0,075 |
| Cast iron | < 180 HB | - | 174 | 312 | 0,047 | 0,075 | 0,052 | 0,083 | 0,065 | 0,105 |
| < 180 HB | - | 138 | 247 | 0,039 | 0,063 | 0,041 | 0,067 | 0,052 | 0,083 | |
| Nodular graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,039 | 0,063 | 0,041 | 0,067 | 0,052 | 0,083 |
| > 260 HB | E | 114 | 204 | 0,039 | 0,063 | 0,041 | 0,067 | 0,052 | 0,083 | |
| Cutting values for roughing contour | ||||||||||||
| For dia. 3-6 | ||||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 | 0,041 | 0,067 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| Carbon steels | < 850 N/mm² | L + E | 204 | 366 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 198 | 355 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 | 0,041 | 0,067 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 | 0,041 | 0,067 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,025 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,021 | 0,033 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,018 | 0,030 | 0,023 | 0,037 | 0,026 | 0,043 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,013 | 0,020 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,016 | 0,025 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| < 850 N/mm² | E | 114 | 204 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,013 | 0,020 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | 0,031 | 0,050 |
| Cast iron | < 180 HB | - | 174 | 312 | 0,018 | 0,030 | 0,024 | 0,039 | 0,031 | 0,050 | 0,041 | 0,067 |
| < 180 HB | - | 138 | 247 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| Nodular graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 |
| > 260 HB | E | 114 | 204 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | 0,037 | 0,059 | |
| Cutting values for finishing contour | ||||||||||
| For dia. 7-9 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 7 | Dia. 8 | Dia. 9 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,045 | 0,073 | 0,050 | 0,081 | 0,057 | 0,094 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,042 | 0,069 | 0,050 | 0,081 | 0,054 | 0,089 | |
| Carbon steels | < 850 N/mm² | L + E | 247 | 408 | 0,042 | 0,069 | 0,050 | 0,081 | 0,054 | 0,089 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,035 | 0,057 | 0,040 | 0,065 | 0,047 | 0,077 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 239 | 396 | 0,045 | 0,073 | 0,050 | 0,081 | 0,057 | 0,094 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,042 | 0,069 | 0,050 | 0,081 | 0,056 | 0,091 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,035 | 0,057 | 0,040 | 0,065 | 0,047 | 0,077 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,035 | 0,057 | 0,040 | 0,065 | 0,047 | 0,077 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,035 | 0,057 | 0,040 | 0,065 | 0,045 | 0,073 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,045 | 0,073 | 0,050 | 0,081 | 0,057 | 0,094 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,035 | 0,057 | 0,040 | 0,065 | 0,047 | 0,077 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,035 | 0,057 | 0,040 | 0,065 | 0,045 | 0,073 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,035 | 0,057 | 0,040 | 0,065 | 0,047 | 0,077 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,032 | 0,053 | 0,035 | 0,058 | 0,040 | 0,066 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,035 | 0,057 | 0,040 | 0,065 | 0,047 | 0,077 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,030 | 0,050 | 0,035 | 0,058 | 0,042 | 0,069 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,035 | 0,057 | 0,040 | 0,065 | 0,045 | 0,073 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,028 | 0,045 | 0,030 | 0,049 | 0,035 | 0,057 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,035 | 0,057 | 0,040 | 0,065 | 0,047 | 0,077 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,035 | 0,057 | 0,040 | 0,065 | 0,045 | 0,073 |
| < 850 N/mm² | E | 138 | 228 | 0,035 | 0,057 | 0,040 | 0,065 | 0,045 | 0,073 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,035 | 0,057 | 0,040 | 0,065 | 0,045 | 0,073 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,030 | 0,050 | 0,035 | 0,058 | 0,040 | 0,066 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,035 | 0,057 | 0,040 | 0,065 | 0,045 | 0,073 |
| Cast iron | < 180 HB | - | 210 | 348 | 0,045 | 0,073 | 0,050 | 0,081 | 0,062 | 0,102 |
| < 180 HB | - | 167 | 276 | 0,037 | 0,061 | 0,040 | 0,065 | 0,050 | 0,081 | |
| Nodular graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,037 | 0,061 | 0,040 | 0,065 | 0,050 | 0,081 |
| > 260 HB | E | 138 | 228 | 0,037 | 0,061 | 0,040 | 0,065 | 0,050 | 0,081 | |
| Cutting values for roughing groove | ||||||||||||
| For dia. 3-6 | ||||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| General structural steels | < 500 N/mm² | L + E | 242 | 441 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Carbon steels | < 850 N/mm² | L + E | 196 | 357 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 190 | 347 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 242 | 441 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Tool steels | < 850 N/mm² | L + E | 196 | 357 | 0,020 | 0,032 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,018 | 0,029 | 0,022 | 0,036 | 0,025 | 0,041 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 200 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 200 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 242 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Stainless steels, austenitic | < 700 N/mm² | E | 127 | 231 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| < 850 N/mm² | E | 109 | 200 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Special alloys | < 1200 N/mm² | E | 75 | 137 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Cast iron | < 180 HB | - | 167 | 305 | 0,018 | 0,029 | 0,023 | 0,038 | 0,030 | 0,049 | 0,040 | 0,065 |
| < 180 HB | - | 132 | 242 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Nodular graphite, malleable iron | < 180 HB | - | 132 | 242 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 |
| > 260 HB | E | 109 | 200 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Cutting values for finishing contour | ||||||||||||
| For dia. 3-6 | ||||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | |||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Carbon steels | < 850 N/mm² | L + E | 247 | 408 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 239 | 396 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 | 0,040 | 0,065 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,020 | 0,032 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,018 | 0,029 | 0,022 | 0,036 | 0,025 | 0,041 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| < 850 N/mm² | E | 138 | 228 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | 0,030 | 0,049 |
| Cast iron | < 180 HB | - | 210 | 348 | 0,018 | 0,029 | 0,023 | 0,038 | 0,030 | 0,049 | 0,040 | 0,065 |
| < 180 HB | - | 167 | 276 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Nodular graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 |
| > 260 HB | E | 138 | 228 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | 0,035 | 0,058 | |
| Cutting values for finishing contour | ||||||||||
| For dia. 14-20 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 14 | Dia. 16 | Dia. 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| Carbon steels | < 850 N/mm² | L + E | 247 | 408 | 0,079 | 0,130 | 0,089 | 0,146 | 0,105 | 0,171 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 239 | 396 | 0,087 | 0,142 | 0,095 | 0,155 | 0,114 | 0,187 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,082 | 0,134 | 0,089 | 0,146 | 0,105 | 0,171 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,069 | 0,113 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,057 | 0,094 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,087 | 0,142 | 0,094 | 0,154 | 0,114 | 0,187 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,054 | 0,089 | 0,059 | 0,097 | 0,079 | 0,130 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,047 | 0,077 | 0,050 | 0,081 | 0,069 | 0,113 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,089 | 0,146 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 |
| < 850 N/mm² | E | 138 | 228 | 0,064 | 0,105 | 0,069 | 0,113 | 0,079 | 0,130 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,065 | 0,107 | 0,069 | 0,113 | 0,079 | 0,130 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,057 | 0,094 | 0,065 | 0,106 | 0,079 | 0,130 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,064 | 0,105 | 0,069 | 0,113 | 0,089 | 0,146 |
| Cast iron | < 180 HB | - | 210 | 348 | 0,099 | 0,162 | 0,109 | 0,178 | 0,129 | 0,211 |
| < 180 HB | - | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Nodular graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 |
| > 260 HB | E | 138 | 228 | 0,072 | 0,118 | 0,079 | 0,130 | 0,099 | 0,162 | |
| Cutting values for roughing groove | ||||||||||
| For dia. 10-12 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 10 | Dia. 11 | Dia. 12 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| General structural steels | < 500 N/mm² | L + E | 242 | 441 | 0,065 | 0,106 | 0,072 | 0,118 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,059 | 0,097 | 0,067 | 0,110 | 0,075 | 0,122 | |
| Carbon steels | < 850 N/mm² | L + E | 196 | 357 | 0,059 | 0,097 | 0,064 | 0,105 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,060 | 0,098 | 0,065 | 0,106 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 190 | 347 | 0,065 | 0,106 | 0,072 | 0,118 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,062 | 0,101 | 0,068 | 0,112 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,055 | 0,090 | 0,060 | 0,098 | 0,065 | 0,106 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,057 | 0,094 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,050 | 0,081 | 0,052 | 0,086 | 0,055 | 0,090 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 242 | 441 | 0,065 | 0,106 | 0,072 | 0,118 | 0,079 | 0,130 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,060 | 0,098 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,050 | 0,081 | 0,054 | 0,089 | 0,059 | 0,097 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,055 | 0,090 | 0,060 | 0,098 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,045 | 0,074 | 0,047 | 0,077 | 0,050 | 0,081 | |
| Tool steels | < 850 N/mm² | L + E | 196 | 357 | 0,055 | 0,090 | 0,060 | 0,098 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,050 | 0,081 | 0,054 | 0,089 | 0,059 | 0,097 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 200 | 0,050 | 0,081 | 0,054 | 0,089 | 0,059 | 0,097 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 200 | 0,040 | 0,065 | 0,042 | 0,069 | 0,045 | 0,074 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 242 | 0,055 | 0,090 | 0,060 | 0,098 | 0,065 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 127 | 231 | 0,050 | 0,081 | 0,054 | 0,089 | 0,059 | 0,097 |
| < 850 N/mm² | E | 109 | 200 | 0,050 | 0,081 | 0,054 | 0,089 | 0,059 | 0,097 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,050 | 0,081 | 0,056 | 0,091 | 0,062 | 0,101 |
| Special alloys | < 1200 N/mm² | E | 75 | 137 | 0,045 | 0,074 | 0,047 | 0,077 | 0,050 | 0,081 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,050 | 0,081 | 0,054 | 0,089 | 0,059 | 0,097 |
| Cast iron | < 180 HB | - | 167 | 305 | 0,075 | 0,122 | 0,082 | 0,134 | 0,089 | 0,146 |
| < 180 HB | - | 132 | 242 | 0,059 | 0,097 | 0,062 | 0,102 | 0,065 | 0,106 | |
| Nodular graphite, malleable iron | < 180 HB | - | 132 | 242 | 0,059 | 0,097 | 0,062 | 0,102 | 0,065 | 0,106 |
| > 260 HB | E | 109 | 200 | 0,059 | 0,097 | 0,062 | 0,102 | 0,065 | 0,106 | |
| Cutting values for roughing groove | ||||||||||
| For dia. 7-9 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 7 | Dia. 8 | Dia. 9 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| General structural steels | < 500 N/mm² | L + E | 242 | 441 | 0,045 | 0,072 | 0,050 | 0,081 | 0,057 | 0,093 |
| 500-850 N/mm² | L + E | 196 | 357 | 0,042 | 0,069 | 0,050 | 0,081 | 0,054 | 0,089 | |
| Carbon steels | < 850 N/mm² | L + E | 196 | 357 | 0,042 | 0,069 | 0,050 | 0,081 | 0,054 | 0,089 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,035 | 0,057 | 0,040 | 0,065 | 0,047 | 0,077 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 190 | 347 | 0,045 | 0,073 | 0,050 | 0,081 | 0,057 | 0,093 |
| 700-850 N/mm² | L + E | 190 | 347 | 0,042 | 0,069 | 0,050 | 0,081 | 0,056 | 0,091 | |
| 850-1000 N/mm² | L + E | 190 | 347 | 0,035 | 0,057 | 0,040 | 0,065 | 0,047 | 0,077 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,035 | 0,057 | 0,040 | 0,065 | 0,047 | 0,077 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,035 | 0,057 | 0,040 | 0,065 | 0,045 | 0,073 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 242 | 441 | 0,045 | 0,073 | 0,050 | 0,081 | 0,057 | 0,093 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,035 | 0,057 | 0,040 | 0,065 | 0,047 | 0,077 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,035 | 0,057 | 0,040 | 0,065 | 0,045 | 0,073 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,035 | 0,057 | 0,040 | 0,065 | 0,047 | 0,077 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,032 | 0,053 | 0,035 | 0,058 | 0,040 | 0,066 | |
| Tool steels | < 850 N/mm² | L + E | 196 | 357 | 0,035 | 0,057 | 0,040 | 0,065 | 0,047 | 0,077 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,035 | 0,058 | 0,042 | 0,069 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 200 | 0,035 | 0,057 | 0,040 | 0,065 | 0,045 | 0,073 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 200 | 0,027 | 0,045 | 0,030 | 0,049 | 0,035 | 0,057 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 242 | 0,035 | 0,057 | 0,040 | 0,065 | 0,047 | 0,069 |
| Stainless steels, austenitic | < 700 N/mm² | E | 127 | 231 | 0,035 | 0,057 | 0,040 | 0,065 | 0,045 | 0,063 |
| < 850 N/mm² | E | 109 | 200 | 0,035 | 0,057 | 0,040 | 0,065 | 0,045 | 0,063 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,035 | 0,057 | 0,040 | 0,065 | 0,045 | 0,063 |
| Special alloys | < 1200 N/mm² | E | 75 | 137 | 0,030 | 0,049 | 0,035 | 0,058 | 0,040 | 0,057 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,035 | 0,057 | 0,040 | 0,065 | 0,045 | 0,063 |
| Cast iron | < 180 HB | - | 167 | 305 | 0,045 | 0,073 | 0,050 | 0,081 | 0,062 | 0,092 |
| < 180 HB | - | 132 | 242 | 0,037 | 0,061 | 0,040 | 0,065 | 0,050 | 0,073 | |
| Nodular graphite, malleable iron | < 180 HB | - | 132 | 242 | 0,037 | 0,061 | 0,040 | 0,065 | 0,050 | 0,073 |
| > 260 HB | E | 109 | 200 | 0,037 | 0,061 | 0,040 | 0,065 | 0,050 | 0,073 | |
| Cutting values for finishing contour | ||||||||||
| For dia. 10-12 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 10 | Dia. 11 | Dia. 12 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,065 | 0,106 | 0,072 | 0,118 | 0,079 | 0,130 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,059 | 0,097 | 0,067 | 0,110 | 0,075 | 0,122 | |
| Carbon steels | < 850 N/mm² | L + E | 247 | 408 | 0,059 | 0,097 | 0,064 | 0,105 | 0,069 | 0,113 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,060 | 0,098 | 0,065 | 0,106 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 239 | 396 | 0,065 | 0,106 | 0,072 | 0,118 | 0,079 | 0,130 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,062 | 0,101 | 0,068 | 0,112 | 0,075 | 0,122 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,055 | 0,090 | 0,060 | 0,098 | 0,065 | 0,106 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,057 | 0,094 | 0,059 | 0,097 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,050 | 0,081 | 0,052 | 0,086 | 0,055 | 0,090 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,065 | 0,106 | 0,072 | 0,118 | 0,079 | 0,130 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,060 | 0,098 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,050 | 0,081 | 0,054 | 0,089 | 0,059 | 0,097 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,055 | 0,090 | 0,060 | 0,098 | 0,065 | 0,106 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,045 | 0,074 | 0,047 | 0,077 | 0,050 | 0,081 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,055 | 0,090 | 0,060 | 0,098 | 0,065 | 0,106 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,050 | 0,081 | 0,054 | 0,089 | 0,059 | 0,097 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,050 | 0,081 | 0,054 | 0,089 | 0,059 | 0,097 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,040 | 0,065 | 0,042 | 0,069 | 0,045 | 0,074 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,055 | 0,090 | 0,060 | 0,098 | 0,065 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,050 | 0,081 | 0,054 | 0,089 | 0,059 | 0,097 |
| < 850 N/mm² | E | 138 | 228 | 0,050 | 0,081 | 0,054 | 0,089 | 0,059 | 0,097 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,050 | 0,081 | 0,056 | 0,091 | 0,062 | 0,101 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,045 | 0,074 | 0,047 | 0,077 | 0,050 | 0,081 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,050 | 0,081 | 0,054 | 0,089 | 0,059 | 0,097 |
| Cast iron | < 180 HB | - | 210 | 348 | 0,075 | 0,122 | 0,082 | 0,134 | 0,089 | 0,146 |
| < 180 HB | - | 167 | 276 | 0,059 | 0,097 | 0,062 | 0,102 | 0,065 | 0,106 | |
| Nodular graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,059 | 0,097 | 0,062 | 0,102 | 0,065 | 0,106 |
| > 260 HB | E | 138 | 228 | 0,059 | 0,097 | 0,062 | 0,102 | 0,065 | 0,106 | |
Last viewed

Flat-head screw with H cross recess ISO 7045, steel 4.8, plain

Chemical protective glove Uvex Rubiflex ESD NB27A

Double nipple for compressed air with cone

Slotted set screw with truncated cone ISO 4766, A1 stainless steel, 12H, plain

Hexagonal bolt with thread up to the head ISO 4017, steel 8.8, zinc-plated thick-film passivated (ZSML)

Hexagon nut ISO 4032 steel 10, plain

W-VD-A/S anchor rod for W-VPZ and W-VD bonded anchor capsule systems and WIT injection systems in concrete, zinc-plated steel

FLEXEN® adhesive For FLEXEN® S2 rubber foam heat insulation, rubber foam refrigeration insulation plus, rubber foam refrigeration insulation, PE, PE stable, compact eccentric block

Square split spindle 10 mm offset on both sides to 8 mm

Corrugated pipe PP-MOD