





HPC end mill Speedcut 4.0-Inox, short, optional, four cutting edges, uneven angle of twist gradient
End mill SC4.0 Inox DIN 6527K N Ultrad FG HB
ENDMIL-SP-HPC-4.0-DIN6527K-IX-UD-HB-D5
Art.-no. 5443312803
EAN 4062856166688




























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 8497 |
Material to be processed | Steel, Stainless steel, Titanium, Aluminium, GRP |
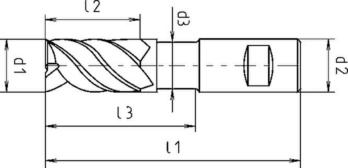
Diameter (d1) | 5 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 4.7 mm |
Standards | DIN 6527 |
Construction length | Short |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | ULTRADUR |
Coolant supply | External |
Twist angle | 39-42° |
Length (l1) | 54 mm |
Cutting edge length (l2) | 9 mm |
Clearance length (l3) | 13 mm |
Number of cutting edges (Z) | 4 PCS |
Corner chamfer | 0.25 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Aluminium, FRP |
| Cutting values for finishing contour | ||||||||||
| For dia. 3-5 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Machining steels | < 850 N/mm² | L + E | 247 | 408 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 239 | 396 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,020 | 0,032 | 0,020 | 0,032 | 0,025 | 0,041 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,015 | 0,025 | 0,018 | 0,029 | 0,022 | 0,036 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 |
| < 850 N/mm² | E | 138 | 228 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Cast iron | < 180 HB | - | 210 | 348 | 0,018 | 0,029 | 0,023 | 0,038 | 0,030 | 0,049 |
| < 180 HB | - | 167 | 276 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 |
| > 260 HB | E | 138 | 228 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Legend | ||
| L = air | ae = 0.5xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||||
| For dia. 12-16 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12 | Dia. 16 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,083 | 0,133 | 0,099 | 0,159 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,078 | 0,126 | 0,093 | 0,150 | |
| Machining steels | < 850 N/mm² | L + E | 204 | 366 | 0,072 | 0,117 | 0,093 | 0,150 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,068 | 0,109 | 0,083 | 0,133 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 198 | 355 | 0,083 | 0,133 | 0,099 | 0,159 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,078 | 0,126 | 0,093 | 0,150 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,068 | 0,109 | 0,083 | 0,133 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,062 | 0,100 | 0,083 | 0,133 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,058 | 0,093 | 0,062 | 0,100 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,083 | 0,133 | 0,098 | 0,158 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,068 | 0,109 | 0,083 | 0,133 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,062 | 0,100 | 0,072 | 0,117 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,068 | 0,109 | 0,083 | 0,133 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,068 | 0,109 | 0,083 | 0,133 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,062 | 0,100 | 0,072 | 0,117 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,062 | 0,100 | 0,072 | 0,117 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,047 | 0,076 | 0,052 | 0,083 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,068 | 0,109 | 0,083 | 0,133 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,062 | 0,100 | 0,072 | 0,117 |
| < 850 N/mm² | E | 114 | 204 | 0,062 | 0,100 | 0,072 | 0,117 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,064 | 0,104 | 0,072 | 0,117 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,052 | 0,083 | 0,068 | 0,109 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,062 | 0,100 | 0,072 | 0,117 |
| Cast iron | < 180 HB | - | 174 | 312 | 0,093 | 0,150 | 0,114 | 0,183 |
| < 180 HB | - | 138 | 247 | 0,068 | 0,109 | 0,083 | 0,133 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,068 | 0,109 | 0,083 | 0,133 |
| > 260 HB | E | 114 | 204 | 0,068 | 0,109 | 0,083 | 0,133 | |
| Cutting values for roughing contour | ||||||||||
| For dia. 6-10 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 6 | Dia. 8 | Dia. 10 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,041 | 0,067 | 0,052 | 0,083 | 0,068 | 0,109 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,037 | 0,059 | 0,052 | 0,083 | 0,062 | 0,100 | |
| Machining steels | < 850 N/mm² | L + E | 204 | 366 | 0,037 | 0,059 | 0,052 | 0,083 | 0,062 | 0,100 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 198 | 355 | 0,041 | 0,067 | 0,052 | 0,083 | 0,068 | 0,109 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,037 | 0,059 | 0,052 | 0,083 | 0,064 | 0,104 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,041 | 0,067 | 0,052 | 0,083 | 0,068 | 0,109 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,031 | 0,050 | 0,037 | 0,059 | 0,047 | 0,076 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,026 | 0,043 | 0,037 | 0,059 | 0,052 | 0,083 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,026 | 0,043 | 0,031 | 0,050 | 0,041 | 0,067 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,031 | 0,050 | 0,041 | 0,067 | 0,058 | 0,093 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 |
| < 850 N/mm² | E | 114 | 204 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,026 | 0,043 | 0,037 | 0,059 | 0,047 | 0,076 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,031 | 0,050 | 0,041 | 0,067 | 0,052 | 0,083 |
| Cast iron | < 180 HB | - | 174 | 312 | 0,041 | 0,067 | 0,052 | 0,083 | 0,078 | 0,126 |
| < 180 HB | - | 138 | 247 | 0,037 | 0,059 | 0,041 | 0,067 | 0,062 | 0,100 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,037 | 0,059 | 0,041 | 0,067 | 0,062 | 0,100 |
| > 260 HB | E | 114 | 204 | 0,037 | 0,059 | 0,041 | 0,067 | 0,062 | 0,100 | |
| Legend | ||
| L = air | ae = 0.1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30%. | ||
| Cutting values for roughing groove | ||||||||||
| For dia. 3-5 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 241 | 441 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| 500-850 N/mm² | L + E | 195 | 357 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Machining steels | < 850 N/mm² | L + E | 195 | 357 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 189 | 346 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| 700-850 N/mm² | L + E | 189 | 346 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| 850-1000 N/mm² | L + E | 189 | 346 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 241 | 441 | 0,020 | 0,032 | 0,025 | 0,041 | 0,035 | 0,058 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Tool steels | < 850 N/mm² | L + E | 195 | 357 | 0,020 | 0,032 | 0,020 | 0,032 | 0,025 | 0,041 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,015 | 0,025 | 0,018 | 0,029 | 0,022 | 0,036 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 199 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 199 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 241 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Stainless steels, austenitic | < 700 N/mm² | E | 126 | 231 | 0,015 | 0,024 | 0,020 | 0,032 | 0,025 | 0,041 |
| < 850 N/mm² | E | 109 | 199 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Special alloys | < 1200 N/mm² | E | 74 | 136 | 0,012 | 0,020 | 0,015 | 0,025 | 0,020 | 0,032 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,015 | 0,025 | 0,020 | 0,032 | 0,025 | 0,041 |
| Cast iron | < 180 HB | - | 166 | 304 | 0,018 | 0,029 | 0,023 | 0,038 | 0,030 | 0,049 |
| < 180 HB | - | 132 | 241 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 132 | 241 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 |
| > 260 HB | E | 109 | 199 | 0,018 | 0,029 | 0,025 | 0,041 | 0,030 | 0,049 | |
| Cutting values for finishing contour | ||||||||
| For dia. 12-16 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12 | Dia. 16 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,079 | 0,130 | 0,095 | 0,155 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,075 | 0,122 | 0,089 | 0,146 | |
| Machining steels | < 850 N/mm² | L + E | 247 | 408 | 0,069 | 0,113 | 0,089 | 0,146 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,065 | 0,106 | 0,079 | 0,130 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 239 | 396 | 0,079 | 0,130 | 0,095 | 0,155 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,075 | 0,122 | 0,089 | 0,146 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,065 | 0,106 | 0,079 | 0,130 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,059 | 0,097 | 0,079 | 0,130 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,055 | 0,090 | 0,059 | 0,097 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,079 | 0,130 | 0,094 | 0,154 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,065 | 0,106 | 0,079 | 0,130 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,059 | 0,097 | 0,069 | 0,113 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,065 | 0,106 | 0,079 | 0,130 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,065 | 0,106 | 0,079 | 0,130 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,059 | 0,097 | 0,069 | 0,113 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,059 | 0,097 | 0,069 | 0,113 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,045 | 0,074 | 0,050 | 0,081 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,065 | 0,106 | 0,079 | 0,130 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,059 | 0,097 | 0,069 | 0,113 |
| < 850 N/mm² | E | 138 | 228 | 0,059 | 0,097 | 0,069 | 0,113 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,062 | 0,101 | 0,069 | 0,113 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,050 | 0,081 | 0,065 | 0,106 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,059 | 0,097 | 0,069 | 0,113 |
| Cast iron | < 180 HB | - | 210 | 348 | 0,089 | 0,146 | 0,109 | 0,178 |
| < 180 HB | - | 167 | 276 | 0,065 | 0,106 | 0,079 | 0,130 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,065 | 0,106 | 0,079 | 0,130 |
| > 260 HB | E | 138 | 228 | 0,065 | 0,106 | 0,079 | 0,130 | |
| Cutting values for finishing contour | ||||||||||
| For dia. 6-10 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 6 | Dia. 8 | Dia. 10 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 305 | 504 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 |
| 500-850 N/mm² | L + E | 247 | 408 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Machining steels | < 850 N/mm² | L + E | 247 | 408 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 |
| 850-1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 239 | 396 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 |
| 700-850 N/mm² | L + E | 239 | 396 | 0,035 | 0,058 | 0,050 | 0,081 | 0,062 | 0,101 | |
| 850-1000 N/mm² | L + E | 239 | 396 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 305 | 504 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | |
| Nitriding steels | < 1000 N/mm² | L + E | 232 | 384 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 1000-1200 N/mm² | L + E | 203 | 336 | 0,030 | 0,049 | 0,035 | 0,058 | 0,045 | 0,074 | |
| Tool steels | < 850 N/mm² | L + E | 247 | 408 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 850-1100 N/mm² | L + E | 232 | 384 | 0,025 | 0,041 | 0,035 | 0,058 | 0,050 | 0,081 | |
| High-speed steels | 850-1200 N/mm² | L + E | 138 | 228 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| Spring steels | < 1200 N/mm² | L + E | 138 | 228 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 167 | 276 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| Stainless steels, austenitic | < 700 N/mm² | E | 160 | 264 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| < 850 N/mm² | E | 138 | 228 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 116 | 192 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| Special alloys | < 1200 N/mm² | E | 94 | 156 | 0,025 | 0,041 | 0,035 | 0,058 | 0,045 | 0,074 |
| Titanium, titanium alloys | < 850 N/mm² | E | 87 | 144 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| Cast iron | < 180 HB | - | 210 | 348 | 0,040 | 0,065 | 0,050 | 0,081 | 0,075 | 0,122 |
| < 180 HB | - | 167 | 276 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 167 | 276 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 |
| > 260 HB | E | 138 | 228 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | |
| Cutting values for roughing contour | ||||||||||
| For dia. 3-5 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 3 | Dia. 4 | Dia. 5 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 252 | 452 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 |
| 500-850 N/mm² | L + E | 204 | 366 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Machining steels | < 850 N/mm² | L + E | 204 | 366 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 |
| 850-1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 198 | 355 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 |
| 700-850 N/mm² | L + E | 198 | 355 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | |
| 850-1000 N/mm² | L + E | 198 | 355 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 252 | 452 | 0,021 | 0,033 | 0,026 | 0,043 | 0,037 | 0,059 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,025 | 0,021 | 0,033 | 0,026 | 0,043 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | |
| Nitriding steels | < 1000 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| 1000-1200 N/mm² | L + E | 168 | 301 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | |
| Tool steels | < 850 N/mm² | L + E | 204 | 366 | 0,021 | 0,033 | 0,021 | 0,033 | 0,026 | 0,043 |
| 850-1100 N/mm² | L + E | 192 | 344 | 0,016 | 0,026 | 0,018 | 0,030 | 0,023 | 0,037 | |
| High-speed steels | 850-1200 N/mm² | L + E | 114 | 204 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| Spring steels | < 1200 N/mm² | L + E | 114 | 204 | 0,013 | 0,020 | 0,016 | 0,026 | 0,021 | 0,033 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 138 | 247 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| Stainless steels, austenitic | < 700 N/mm² | E | 132 | 237 | 0,016 | 0,025 | 0,021 | 0,033 | 0,026 | 0,043 |
| < 850 N/mm² | E | 114 | 204 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 96 | 172 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| Special alloys | < 1200 N/mm² | E | 78 | 140 | 0,013 | 0,020 | 0,016 | 0,026 | 0,021 | 0,033 |
| Titanium, titanium alloys | < 850 N/mm² | E | 72 | 129 | 0,016 | 0,026 | 0,021 | 0,033 | 0,026 | 0,043 |
| Cast iron | < 180 HB | - | 174 | 312 | 0,018 | 0,030 | 0,024 | 0,039 | 0,031 | 0,050 |
| < 180 HB | - | 138 | 247 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 138 | 247 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 |
| > 260 HB | E | 114 | 204 | 0,018 | 0,030 | 0,026 | 0,043 | 0,031 | 0,050 | |
| Legend | ||
| L = air | ae = 1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | ||||||||
| For dia. 12-16 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12 | Dia. 16 | |||||||
| Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 241 | 441 | 0,079 | 0,130 | 0,095 | 0,155 |
| 500-850 N/mm² | L + E | 195 | 357 | 0,075 | 0,122 | 0,089 | 0,146 | |
| Machining steels | < 850 N/mm² | L + E | 195 | 357 | 0,069 | 0,113 | 0,089 | 0,146 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,065 | 0,106 | 0,079 | 0,130 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 189 | 346 | 0,079 | 0,130 | 0,095 | 0,155 |
| 700-850 N/mm² | L + E | 189 | 346 | 0,075 | 0,122 | 0,089 | 0,146 | |
| 850-1000 N/mm² | L + E | 189 | 346 | 0,065 | 0,106 | 0,079 | 0,130 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,059 | 0,097 | 0,079 | 0,130 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,055 | 0,090 | 0,059 | 0,097 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 241 | 441 | 0,079 | 0,130 | 0,094 | 0,154 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,065 | 0,106 | 0,079 | 0,130 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,059 | 0,097 | 0,069 | 0,113 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,065 | 0,106 | 0,079 | 0,130 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Tool steels | < 850 N/mm² | L + E | 195 | 357 | 0,065 | 0,106 | 0,079 | 0,130 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,059 | 0,097 | 0,069 | 0,113 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 199 | 0,059 | 0,097 | 0,069 | 0,113 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 199 | 0,045 | 0,074 | 0,050 | 0,081 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 241 | 0,065 | 0,106 | 0,079 | 0,130 |
| Stainless steels, austenitic | < 700 N/mm² | E | 126 | 231 | 0,059 | 0,097 | 0,069 | 0,113 |
| < 850 N/mm² | E | 109 | 199 | 0,059 | 0,097 | 0,069 | 0,113 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,062 | 0,101 | 0,069 | 0,113 |
| Special alloys | < 1200 N/mm² | E | 74 | 136 | 0,050 | 0,081 | 0,065 | 0,106 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,059 | 0,097 | 0,069 | 0,113 |
| Cast iron | < 180 HB | - | 166 | 304 | 0,089 | 0,146 | 0,109 | 0,178 |
| < 180 HB | - | 132 | 241 | 0,065 | 0,106 | 0,079 | 0,130 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 132 | 241 | 0,065 | 0,106 | 0,079 | 0,130 |
| > 260 HB | E | 109 | 199 | 0,065 | 0,106 | 0,079 | 0,130 | |
| Cutting values for roughing groove | ||||||||||
| For dia. 6-10 | ||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||||
| Dia. 6 | Dia. 8 | Dia. 10 | ||||||||
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| General structural steels | < 500 N/mm² | L + E | 241 | 441 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 |
| 500-850 N/mm² | L + E | 195 | 357 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 | |
| Machining steels | < 850 N/mm² | L + E | 195 | 357 | 0,035 | 0,058 | 0,050 | 0,081 | 0,059 | 0,097 |
| 850-1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 189 | 346 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 |
| 700-850 N/mm² | L + E | 189 | 346 | 0,035 | 0,058 | 0,050 | 0,081 | 0,062 | 0,101 | |
| 850-1000 N/mm² | L + E | 189 | 346 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 241 | 441 | 0,040 | 0,065 | 0,050 | 0,081 | 0,065 | 0,106 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | |
| Nitriding steels | < 1000 N/mm² | L + E | 184 | 336 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 1000-1200 N/mm² | L + E | 161 | 294 | 0,030 | 0,049 | 0,035 | 0,058 | 0,045 | 0,074 | |
| Tool steels | < 850 N/mm² | L + E | 195 | 357 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| 850-1100 N/mm² | L + E | 184 | 336 | 0,025 | 0,041 | 0,035 | 0,058 | 0,050 | 0,081 | |
| High-speed steels | 850-1200 N/mm² | L + E | 109 | 199 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| Spring steels | < 1200 N/mm² | L + E | 109 | 199 | 0,025 | 0,041 | 0,030 | 0,049 | 0,040 | 0,065 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 132 | 241 | 0,030 | 0,049 | 0,040 | 0,065 | 0,055 | 0,090 |
| Stainless steels, austenitic | < 700 N/mm² | E | 126 | 231 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| < 850 N/mm² | E | 109 | 199 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 92 | 168 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| Special alloys | < 1200 N/mm² | E | 74 | 136 | 0,025 | 0,041 | 0,035 | 0,058 | 0,045 | 0,074 |
| Titanium, titanium alloys | < 850 N/mm² | E | 69 | 126 | 0,030 | 0,049 | 0,040 | 0,065 | 0,050 | 0,081 |
| Cast iron | < 180 HB | - | 166 | 304 | 0,040 | 0,065 | 0,050 | 0,081 | 0,075 | 0,122 |
| < 180 HB | - | 132 | 241 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 132 | 241 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 |
| > 260 HB | E | 109 | 199 | 0,035 | 0,058 | 0,040 | 0,065 | 0,059 | 0,097 | |
Last viewed

EU HSCo 90° TiAIN long countersink DIN 335C

Hose clamp ABA Nova, W5

Twist drill bit HSS DIN 1869 R1 type RN

Straight screw fitting, metal thread, metric PA6 MOD BS SGA

Machine screw tap, through hole Ruko M DIN 376 HSCo VAP shape B

Threaded rod DIN 976, steel 4.8, plain, shape A

Cable grommet with membrane CR

Red brass extensions with DVGW (German Technical and Scientific Association for Gas and Water) GW 393 approval (sizes from ½ inch x 17.5 mm)

Work trousers Planam Canvas 320

90° angled male fitting ISO 8434-1, stainless steel 1.4571, tapered BSPT male thread