





HPC end mill with corner radius, Speedcut 4.0-Inox, long, optional, four cutting edges, uneven angle of twist gradient
End mill SC4.0 Inox DIN 6527L Ultrad ER HA
ENDMIL-SP-4.0-DIN6527L-IX-UD-HA-D16X2
Art.-no. 5443313420
EAN 4062856122134




























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 8647 |
Material to be processed | Steel, Stainless steel, Titanium, Aluminium, GRP |
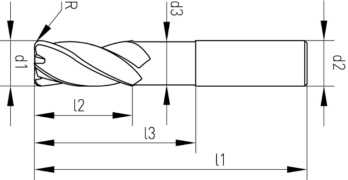
Diameter (d1) | 16 mm |
Shank diameter (d2) | 16 mm |
Clearance diameter (d3) | 15.0 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | ULTRADUR |
Coolant supply | External |
Twist angle | 39-42° |
Corner radius (R) | 2 mm |
Length (l1) | 92 mm |
Cutting edge length (l2) | 32 mm |
Clearance length (l3) | 46 mm |
Number of cutting edges (Z) | 4 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Aluminium, Plastics, FRP |
| Cutting values for roughing contour | ||||||
| For dia. 5-8 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 5 | Dia. 6 | Dia. 8 | ||||
| General structural steels | < 500 N/mm² | L + E | 235 | 0,031 | 0,037 | 0,051 |
| 500-850 N/mm² | L + E | 190 | 0,031 | 0,037 | 0,051 | |
| Carbon steels | < 850 N/mm² | L + E | 190 | 0,031 | 0,037 | 0,051 |
| 850-1000 N/mm² | L + E | 180 | 0,021 | 0,025 | 0,032 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 185 | 0,031 | 0,037 | 0,051 |
| 700-850 N/mm² | L + E | 185 | 0,031 | 0,037 | 0,051 | |
| 850-1000 N/mm² | L + E | 185 | 0,021 | 0,025 | 0,032 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 180 | 0,021 | 0,025 | 0,032 |
| 1000-1200 N/mm² | L + E | 155 | 0,019 | 0,023 | 0,028 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 235 | 0,031 | 0,037 | 0,051 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 180 | 0,021 | 0,025 | 0,032 |
| 1000-1200 N/mm² | L + E | 155 | 0,019 | 0,023 | 0,028 | |
| Nitriding steels | < 1000 N/mm² | L + E | 180 | 0,021 | 0,025 | 0,032 |
| 1000-1200 N/mm² | L + E | 155 | 0,019 | 0,023 | 0,028 | |
| Tool steels | < 850 N/mm² | L + E | 190 | 0,021 | 0,025 | 0,032 |
| 850-1100 N/mm² | L + E | 180 | 0,019 | 0,023 | 0,028 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,019 | 0,023 | 0,028 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,019 | 0,023 | 0,028 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 130 | 0,023 | 0,028 | 0,034 |
| Stainless steels, austenitic | < 700 N/mm² | E | 120 | 0,023 | 0,028 | 0,034 |
| < 850 N/mm² | E | 105 | 0,016 | 0,019 | 0,028 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 90 | 0,016 | 0,019 | 0,028 |
| Special alloys | < 1200 N/mm² | E | 70 | 0,023 | 0,027 | 0,036 |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,023 | 0,027 | 0,036 |
| Cast iron | < 180 HB | - | 160 | 0,029 | 0,034 | 0,045 |
| < 180 HB | - | 130 | 0,029 | 0,034 | 0,045 | |
| Nodular graphite, malleable iron | < 180 HB | - | 130 | 0,029 | 0,034 | 0,045 |
| > 260 HB | E | 105 | 0,029 | 0,034 | 0,045 | |
| Key | ||
| L = air | ae = 0.06xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.06xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||
| For dia. 10-16 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 10 | Dia. 12 | Dia. 16 | ||||
| General structural steels | < 500 N/mm² | L + E | 235 | 0,068 | 0,090 | 0,113 |
| 500-850 N/mm² | L + E | 190 | 0,068 | 0,090 | 0,113 | |
| Carbon steels | < 850 N/mm² | L + E | 190 | 0,068 | 0,090 | 0,113 |
| 850-1000 N/mm² | L + E | 180 | 0,039 | 0,051 | 0,068 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 185 | 0,068 | 0,090 | 0,113 |
| 700-850 N/mm² | L + E | 185 | 0,068 | 0,090 | 0,113 | |
| 850-1000 N/mm² | L + E | 185 | 0,039 | 0,051 | 0,068 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 180 | 0,039 | 0,051 | 0,068 |
| 1000-1200 N/mm² | L + E | 155 | 0,034 | 0,045 | 0,062 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 235 | 0,068 | 0,090 | 0,113 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 180 | 0,039 | 0,051 | 0,068 |
| 1000-1200 N/mm² | L + E | 155 | 0,034 | 0,045 | 0,062 | |
| Nitriding steels | < 1000 N/mm² | L + E | 180 | 0,039 | 0,051 | 0,068 |
| 1000-1200 N/mm² | L + E | 155 | 0,034 | 0,045 | 0,062 | |
| Tool steels | < 850 N/mm² | L + E | 190 | 0,039 | 0,051 | 0,068 |
| 850-1100 N/mm² | L + E | 180 | 0,034 | 0,045 | 0,062 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,034 | 0,045 | 0,062 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,034 | 0,045 | 0,062 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 130 | 0,045 | 0,056 | 0,062 |
| Stainless steels, austenitic | < 700 N/mm² | E | 120 | 0,045 | 0,056 | 0,062 |
| < 850 N/mm² | E | 105 | 0,036 | 0,051 | 0,068 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 90 | 0,036 | 0,051 | 0,068 |
| Special alloys | < 1200 N/mm² | E | 70 | 0,045 | 0,056 | 0,068 |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,045 | 0,056 | 0,068 |
| Cast iron | < 180 HB | - | 160 | 0,056 | 0,068 | 0,090 |
| < 180 HB | - | 130 | 0,056 | 0,068 | 0,090 | |
| Nodular graphite, malleable iron | < 180 HB | - | 130 | 0,056 | 0,068 | 0,090 |
| > 260 HB | E | 105 | 0,056 | 0,068 | 0,090 | |
Last viewed

Cable tie BT PA

Flat-head screw with Z cross recess ISO 7045, A2 stainless steel, plain

Low-cut safety shoes, S2 Steitz VD PRO 3500 GTX

Hexagon socket set screw with pin ISO 4028, A2 stainless steel, 21H, plain

Sanding disc film Mirka Microstar

Round head screw with square neck DIN 603, zinc plated 8.8 steel with thick-layer passivation (VZD)

Screw with flattened half round head and hexagon socket ISO 7380-1, 10.9 steel with silver zinc-flake coating (ZFSHL)

Straight weld fitting ISO 8434-1, stainless steel 1.4571

Marking/expander tool with hand guard

Hexagon bolt with thread up to the head ISO 4017, brass, plain