





HPC end mill with corner radius, Speedcut 4.0-Inox, long, optional, four cutting edges, uneven angle of twist gradient
End mill SC4.0 Inox DIN 6527L Ultrad ER HA
ENDMIL-SP-4.0-DIN6527L-IX-UD-HA-D6X0,5
Art.-no. 5443313403
EAN 4062856122233




























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 8647 |
Material to be processed | Steel, Stainless steel, Titanium, Aluminium, GRP |
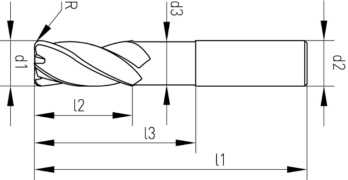
Diameter (d1) | 6 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 5.5 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | ULTRADUR |
Coolant supply | External |
Twist angle | 39-42° |
Corner radius (R) | 0.5 mm |
Length (l1) | 57 mm |
Cutting edge length (l2) | 13 mm |
Clearance length (l3) | 23 mm |
Number of cutting edges (Z) | 4 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Aluminium, Plastics, FRP |
| Cutting values for roughing contour | ||||||
| For dia. 5-8 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 5 | Dia. 6 | Dia. 8 | ||||
| General structural steels | < 500 N/mm² | L + E | 235 | 0,031 | 0,037 | 0,051 |
| 500-850 N/mm² | L + E | 190 | 0,031 | 0,037 | 0,051 | |
| Carbon steels | < 850 N/mm² | L + E | 190 | 0,031 | 0,037 | 0,051 |
| 850-1000 N/mm² | L + E | 180 | 0,021 | 0,025 | 0,032 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 185 | 0,031 | 0,037 | 0,051 |
| 700-850 N/mm² | L + E | 185 | 0,031 | 0,037 | 0,051 | |
| 850-1000 N/mm² | L + E | 185 | 0,021 | 0,025 | 0,032 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 180 | 0,021 | 0,025 | 0,032 |
| 1000-1200 N/mm² | L + E | 155 | 0,019 | 0,023 | 0,028 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 235 | 0,031 | 0,037 | 0,051 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 180 | 0,021 | 0,025 | 0,032 |
| 1000-1200 N/mm² | L + E | 155 | 0,019 | 0,023 | 0,028 | |
| Nitriding steels | < 1000 N/mm² | L + E | 180 | 0,021 | 0,025 | 0,032 |
| 1000-1200 N/mm² | L + E | 155 | 0,019 | 0,023 | 0,028 | |
| Tool steels | < 850 N/mm² | L + E | 190 | 0,021 | 0,025 | 0,032 |
| 850-1100 N/mm² | L + E | 180 | 0,019 | 0,023 | 0,028 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,019 | 0,023 | 0,028 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,019 | 0,023 | 0,028 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 130 | 0,023 | 0,028 | 0,034 |
| Stainless steels, austenitic | < 700 N/mm² | E | 120 | 0,023 | 0,028 | 0,034 |
| < 850 N/mm² | E | 105 | 0,016 | 0,019 | 0,028 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 90 | 0,016 | 0,019 | 0,028 |
| Special alloys | < 1200 N/mm² | E | 70 | 0,023 | 0,027 | 0,036 |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,023 | 0,027 | 0,036 |
| Cast iron | < 180 HB | - | 160 | 0,029 | 0,034 | 0,045 |
| < 180 HB | - | 130 | 0,029 | 0,034 | 0,045 | |
| Nodular graphite, malleable iron | < 180 HB | - | 130 | 0,029 | 0,034 | 0,045 |
| > 260 HB | E | 105 | 0,029 | 0,034 | 0,045 | |
| Key | ||
| L = air | ae = 0.06xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.06xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||
| For dia. 10-16 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 10 | Dia. 12 | Dia. 16 | ||||
| General structural steels | < 500 N/mm² | L + E | 235 | 0,068 | 0,090 | 0,113 |
| 500-850 N/mm² | L + E | 190 | 0,068 | 0,090 | 0,113 | |
| Carbon steels | < 850 N/mm² | L + E | 190 | 0,068 | 0,090 | 0,113 |
| 850-1000 N/mm² | L + E | 180 | 0,039 | 0,051 | 0,068 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 185 | 0,068 | 0,090 | 0,113 |
| 700-850 N/mm² | L + E | 185 | 0,068 | 0,090 | 0,113 | |
| 850-1000 N/mm² | L + E | 185 | 0,039 | 0,051 | 0,068 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 180 | 0,039 | 0,051 | 0,068 |
| 1000-1200 N/mm² | L + E | 155 | 0,034 | 0,045 | 0,062 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 235 | 0,068 | 0,090 | 0,113 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 180 | 0,039 | 0,051 | 0,068 |
| 1000-1200 N/mm² | L + E | 155 | 0,034 | 0,045 | 0,062 | |
| Nitriding steels | < 1000 N/mm² | L + E | 180 | 0,039 | 0,051 | 0,068 |
| 1000-1200 N/mm² | L + E | 155 | 0,034 | 0,045 | 0,062 | |
| Tool steels | < 850 N/mm² | L + E | 190 | 0,039 | 0,051 | 0,068 |
| 850-1100 N/mm² | L + E | 180 | 0,034 | 0,045 | 0,062 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,034 | 0,045 | 0,062 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,034 | 0,045 | 0,062 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 130 | 0,045 | 0,056 | 0,062 |
| Stainless steels, austenitic | < 700 N/mm² | E | 120 | 0,045 | 0,056 | 0,062 |
| < 850 N/mm² | E | 105 | 0,036 | 0,051 | 0,068 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 90 | 0,036 | 0,051 | 0,068 |
| Special alloys | < 1200 N/mm² | E | 70 | 0,045 | 0,056 | 0,068 |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,045 | 0,056 | 0,068 |
| Cast iron | < 180 HB | - | 160 | 0,056 | 0,068 | 0,090 |
| < 180 HB | - | 130 | 0,056 | 0,068 | 0,090 | |
| Nodular graphite, malleable iron | < 180 HB | - | 130 | 0,056 | 0,068 | 0,090 |
| > 260 HB | E | 105 | 0,056 | 0,068 | 0,090 | |
Last viewed

3KS Plus profile thumbturn cylinder for keyed alike profile cylinders in original equipment

PRINETO sliding sleeve for PE-X

Indexable insert, carbide DCMT (finishing)

Sanding belt, fabric VSM XK870X

Hose clamp with asymmetrical lock

USB power adapter Stahlwille 7763

Mounting set for tubular frame fittings on a long plate

Hexagon nut ISO 4032 steel 8, hot-dip galvanised (HDG)

Continuous soldering tip

Standard cable connecting socket