





HPC end mill with corner radius Speedcut 4.0-Universal, long, optional, four cutting edges, uneven angle of twist gradient
Mill. cutter SC4.0 Uni DIN6527L type N Twind ER HA
ENDMIL-SP-4.0-DIN6527L-UV-TD-HA-D10X0,5
Art.-no. 5443312009
EAN 4062856187027





























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 8547 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Hard and tough material, Non-ferrous metal |
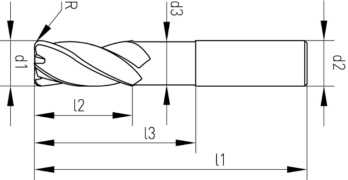
Diameter (d1) | 10 mm |
Shank diameter (d2) | 10 mm |
Clearance diameter (d3) | 9.5 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TWINDUR |
Coolant supply | External |
Twist angle | 35-38° |
Corner radius (R) | 0.5 mm |
Length (l1) | 63 mm |
Cutting edge length (l2) | 22 mm |
Clearance length (l3) | 34 mm |
Number of cutting edges (Z) | 4 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Steels > 45 HRC, Copper, Brass, Aluminium |
| Cutting values for roughing contour | |||||||
| For dia. 6-12 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | ||||
| Steels | |||||||
| General structural steels | < 500 N/mm² | L + E | 235 | 0,037 | 0,051 | 0,068 | 0,090 |
| 500-850 N/mm² | L + E | 190 | 0,037 | 0,051 | 0,068 | 0,090 | |
| Machining steels | < 850 N/mm² | L + E | 190 | 0,037 | 0,051 | 0,068 | 0,090 |
| 850-1000 N/mm² | L + E | 180 | 0,025 | 0,032 | 0,039 | 0,051 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 185 | 0,037 | 0,051 | 0,068 | 0,090 |
| 700-850 N/mm² | L + E | 185 | 0,037 | 0,051 | 0,068 | 0,090 | |
| 850-1000 N/mm² | L + E | 185 | 0,025 | 0,032 | 0,039 | 0,051 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 180 | 0,025 | 0,032 | 0,039 | 0,051 |
| 1000-1200 N/mm² | L + E | 155 | 0,023 | 0,028 | 0,034 | 0,045 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 235 | 0,037 | 0,051 | 0,068 | 0,090 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 180 | 0,025 | 0,032 | 0,039 | 0,051 |
| 1000-1200 N/mm² | L + E | 155 | 0,023 | 0,028 | 0,034 | 0,045 | |
| Nitriding steels | < 1000 N/mm² | L + E | 180 | 0,025 | 0,032 | 0,039 | 0,051 |
| 1000-1200 N/mm² | L + E | 155 | 0,023 | 0,028 | 0,034 | 0,045 | |
| Tool steels | < 850 N/mm² | L + E | 190 | 0,025 | 0,032 | 0,039 | 0,051 |
| 850-1100 N/mm² | L + E | 180 | 0,023 | 0,028 | 0,034 | 0,045 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,023 | 0,028 | 0,034 | 0,045 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,023 | 0,028 | 0,034 | 0,045 |
| Stainless steels | |||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 130 | 0,028 | 0,034 | 0,045 | 0,056 |
| Stainless steels, austenitic | < 700 N/mm² | E | 120 | 0,028 | 0,034 | 0,045 | 0,056 |
| < 850 N/mm² | E | 105 | 0,019 | 0,028 | 0,036 | 0,051 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 90 | 0,019 | 0,028 | 0,036 | 0,051 |
| Special alloys | < 1200 N/mm² | E | 70 | 0,027 | 0,036 | 0,045 | 0,056 |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,027 | 0,036 | 0,045 | 0,056 |
| Cast metals | |||||||
| Cast iron | < 180 HB | - | 160 | 0,034 | 0,045 | 0,056 | 0,068 |
| < 180 HB | - | 130 | 0,034 | 0,045 | 0,056 | 0,068 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 130 | 0,034 | 0,045 | 0,056 | 0,068 |
| > 260 HB | E | 105 | 0,034 | 0,045 | 0,056 | 0,068 | |
| Legend |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/z] |
| ae (radial cutting thickness) = 0.06xd1 |
| ap (axial cutting thickness) = 0.06xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values for finishing contour | |||||||
| For dia. 6-12 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | ||||
| Steels | |||||||
| General structural steels | < 500 N/mm² | L + E | 300 | 0,061 | 0,071 | 0,081 | 0,090 |
| 500-850 N/mm² | L + E | 235 | 0,061 | 0,071 | 0,081 | 0,090 | |
| Machining steels | < 850 N/mm² | L + E | 235 | 0,061 | 0,071 | 0,081 | 0,090 |
| 850-1000 N/mm² | L + E | 230 | 0,041 | 0,051 | 0,061 | 0,071 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 260 | 0,061 | 0,071 | 0,081 | 0,090 |
| 700-850 N/mm² | L + E | 235 | 0,061 | 0,071 | 0,081 | 0,090 | |
| 850-1000 N/mm² | L + E | 230 | 0,041 | 0,051 | 0,061 | 0,071 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 220 | 0,041 | 0,051 | 0,061 | 0,071 |
| 1000-1200 N/mm² | L + E | 190 | 0,034 | 0,045 | 0,056 | 0,068 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 300 | 0,061 | 0,071 | 0,081 | 0,090 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 230 | 0,041 | 0,051 | 0,061 | 0,071 |
| 1000-1200 N/mm² | L + E | 190 | 0,034 | 0,045 | 0,056 | 0,068 | |
| Nitriding steels | < 1000 N/mm² | L + E | 230 | 0,041 | 0,051 | 0,061 | 0,071 |
| 1000-1200 N/mm² | L + E | 190 | 0,034 | 0,045 | 0,056 | 0,068 | |
| Tool steels | < 850 N/mm² | L + E | 240 | 0,041 | 0,051 | 0,061 | 0,071 |
| 850-1100 N/mm² | L + E | 230 | 0,034 | 0,045 | 0,056 | 0,068 | |
| High-speed steels | 850-1200 N/mm² | L + E | 130 | 0,034 | 0,045 | 0,056 | 0,068 |
| Spring steels | < 1200 N/mm² | L + E | 130 | 0,034 | 0,045 | 0,056 | 0,068 |
| Stainless steels | |||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 160 | 0,041 | 0,051 | 0,061 | 0,071 |
| Stainless steels, austenitic | < 700 N/mm² | E | 140 | 0,041 | 0,051 | 0,061 | 0,071 |
| < 850 N/mm² | E | 130 | 0,034 | 0,045 | 0,056 | 0,068 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 115 | 0,034 | 0,045 | 0,056 | 0,068 |
| Special alloys | < 1200 N/mm² | E | 90 | 0,023 | 0,036 | 0,034 | 0,061 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 0,023 | 0,036 | 0,034 | 0,061 |
| Cast metals | |||||||
| Cast iron | < 180 HB | - | 205 | 0,030 | 0,061 | 0,081 | 0,100 |
| < 180 HB | - | 130 | 0,030 | 0,061 | 0,081 | 0,100 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 160 | 0,030 | 0,061 | 0,081 | 0,100 |
| > 260 HB | E | 130 | 0,030 | 0,061 | 0,081 | 0,100 | |
| Legend |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/z] |
| ae (radial cutting thickness) = 0.06xd1 |
| ap (axial cutting thickness) = 1xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
Last viewed

HPC Speedcut 4.0 Universal end mill, extra long XL, optional, four blades, uneven angle of twist gradient, HA shank

Threaded rod DIN 976-1 (shape A) with standard metric ISO thread, A4 stainless steel

Hexagonal bolt with shank for pressure container construction ISO 4014, A4 stainless steel

Cylinder head screw with hexalobular socket ISO 14579, titanium Grade 5

Countersunk head screw with recessed head, H DIN 965, steel 8.8, plain

3M™ Cubitron™ II Grinding Discs

Safety boots, S3 Steitz NF 696 S3 QRS

Cover for bucket

Hexagonal bolt ASME B18.2.1, plain GR8 steel

SHARK UR plastic frame fixing, flat collar with A4 stainless steel hexagon head bolt