





HPC end mill with corner radius Speedcut 4.0-Universal, long, optional, four cutting edges, uneven angle of twist gradient
Mill. cutter SC4.0 Uni DIN6527L type N Twind ER HA
ENDMIL-SP-4.0-DIN6527L-UV-TD-HA-D12X2,5
Art.-no. 5443312017
EAN 4062856187058





























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 8547 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Hard and tough material, Non-ferrous metal |
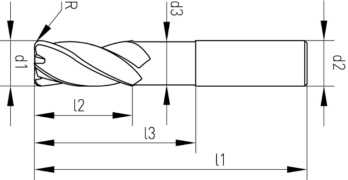
Diameter (d1) | 12 mm |
Shank diameter (d2) | 12 mm |
Clearance diameter (d3) | 11.5 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TWINDUR |
Coolant supply | External |
Twist angle | 35-38° |
Corner radius (R) | 2.5 mm |
Length (l1) | 83 mm |
Cutting edge length (l2) | 26 mm |
Clearance length (l3) | 40 mm |
Number of cutting edges (Z) | 4 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Steels > 45 HRC, Copper, Brass, Aluminium |
| Cutting values for roughing contour | |||||||
| For dia. 6-12 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | ||||
| Steels | |||||||
| General structural steels | < 500 N/mm² | L + E | 235 | 0,037 | 0,051 | 0,068 | 0,090 |
| 500-850 N/mm² | L + E | 190 | 0,037 | 0,051 | 0,068 | 0,090 | |
| Machining steels | < 850 N/mm² | L + E | 190 | 0,037 | 0,051 | 0,068 | 0,090 |
| 850-1000 N/mm² | L + E | 180 | 0,025 | 0,032 | 0,039 | 0,051 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 185 | 0,037 | 0,051 | 0,068 | 0,090 |
| 700-850 N/mm² | L + E | 185 | 0,037 | 0,051 | 0,068 | 0,090 | |
| 850-1000 N/mm² | L + E | 185 | 0,025 | 0,032 | 0,039 | 0,051 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 180 | 0,025 | 0,032 | 0,039 | 0,051 |
| 1000-1200 N/mm² | L + E | 155 | 0,023 | 0,028 | 0,034 | 0,045 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 235 | 0,037 | 0,051 | 0,068 | 0,090 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 180 | 0,025 | 0,032 | 0,039 | 0,051 |
| 1000-1200 N/mm² | L + E | 155 | 0,023 | 0,028 | 0,034 | 0,045 | |
| Nitriding steels | < 1000 N/mm² | L + E | 180 | 0,025 | 0,032 | 0,039 | 0,051 |
| 1000-1200 N/mm² | L + E | 155 | 0,023 | 0,028 | 0,034 | 0,045 | |
| Tool steels | < 850 N/mm² | L + E | 190 | 0,025 | 0,032 | 0,039 | 0,051 |
| 850-1100 N/mm² | L + E | 180 | 0,023 | 0,028 | 0,034 | 0,045 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,023 | 0,028 | 0,034 | 0,045 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,023 | 0,028 | 0,034 | 0,045 |
| Stainless steels | |||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 130 | 0,028 | 0,034 | 0,045 | 0,056 |
| Stainless steels, austenitic | < 700 N/mm² | E | 120 | 0,028 | 0,034 | 0,045 | 0,056 |
| < 850 N/mm² | E | 105 | 0,019 | 0,028 | 0,036 | 0,051 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 90 | 0,019 | 0,028 | 0,036 | 0,051 |
| Special alloys | < 1200 N/mm² | E | 70 | 0,027 | 0,036 | 0,045 | 0,056 |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,027 | 0,036 | 0,045 | 0,056 |
| Cast metals | |||||||
| Cast iron | < 180 HB | - | 160 | 0,034 | 0,045 | 0,056 | 0,068 |
| < 180 HB | - | 130 | 0,034 | 0,045 | 0,056 | 0,068 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 130 | 0,034 | 0,045 | 0,056 | 0,068 |
| > 260 HB | E | 105 | 0,034 | 0,045 | 0,056 | 0,068 | |
| Legend |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/z] |
| ae (radial cutting thickness) = 0.06xd1 |
| ap (axial cutting thickness) = 0.06xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values for finishing contour | |||||||
| For dia. 6-12 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | ||||
| Steels | |||||||
| General structural steels | < 500 N/mm² | L + E | 300 | 0,061 | 0,071 | 0,081 | 0,090 |
| 500-850 N/mm² | L + E | 235 | 0,061 | 0,071 | 0,081 | 0,090 | |
| Machining steels | < 850 N/mm² | L + E | 235 | 0,061 | 0,071 | 0,081 | 0,090 |
| 850-1000 N/mm² | L + E | 230 | 0,041 | 0,051 | 0,061 | 0,071 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 260 | 0,061 | 0,071 | 0,081 | 0,090 |
| 700-850 N/mm² | L + E | 235 | 0,061 | 0,071 | 0,081 | 0,090 | |
| 850-1000 N/mm² | L + E | 230 | 0,041 | 0,051 | 0,061 | 0,071 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 220 | 0,041 | 0,051 | 0,061 | 0,071 |
| 1000-1200 N/mm² | L + E | 190 | 0,034 | 0,045 | 0,056 | 0,068 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 300 | 0,061 | 0,071 | 0,081 | 0,090 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 230 | 0,041 | 0,051 | 0,061 | 0,071 |
| 1000-1200 N/mm² | L + E | 190 | 0,034 | 0,045 | 0,056 | 0,068 | |
| Nitriding steels | < 1000 N/mm² | L + E | 230 | 0,041 | 0,051 | 0,061 | 0,071 |
| 1000-1200 N/mm² | L + E | 190 | 0,034 | 0,045 | 0,056 | 0,068 | |
| Tool steels | < 850 N/mm² | L + E | 240 | 0,041 | 0,051 | 0,061 | 0,071 |
| 850-1100 N/mm² | L + E | 230 | 0,034 | 0,045 | 0,056 | 0,068 | |
| High-speed steels | 850-1200 N/mm² | L + E | 130 | 0,034 | 0,045 | 0,056 | 0,068 |
| Spring steels | < 1200 N/mm² | L + E | 130 | 0,034 | 0,045 | 0,056 | 0,068 |
| Stainless steels | |||||||
| Stainless steels, sulphurated | < 700 N/mm² | E | 160 | 0,041 | 0,051 | 0,061 | 0,071 |
| Stainless steels, austenitic | < 700 N/mm² | E | 140 | 0,041 | 0,051 | 0,061 | 0,071 |
| < 850 N/mm² | E | 130 | 0,034 | 0,045 | 0,056 | 0,068 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 115 | 0,034 | 0,045 | 0,056 | 0,068 |
| Special alloys | < 1200 N/mm² | E | 90 | 0,023 | 0,036 | 0,034 | 0,061 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 0,023 | 0,036 | 0,034 | 0,061 |
| Cast metals | |||||||
| Cast iron | < 180 HB | - | 205 | 0,030 | 0,061 | 0,081 | 0,100 |
| < 180 HB | - | 130 | 0,030 | 0,061 | 0,081 | 0,100 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 160 | 0,030 | 0,061 | 0,081 | 0,100 |
| > 260 HB | E | 130 | 0,030 | 0,061 | 0,081 | 0,100 | |
| Legend |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/z] |
| ae (radial cutting thickness) = 0.06xd1 |
| ap (axial cutting thickness) = 1xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
Last viewed

Straight male fitting ISO 8434-1, zinc-nickel-plated steel, metric male thread with metallic sealing edge, shape B

Low-cut safety shoes, S2 Uvex 2 Trend 6939

Cable connector Mercedes Benz assortment 450 pieces in system case 4.4.1

Counterbore Ruko HSS plain DIN 373 with straight shank and fixed pilot, quality grade: medium for through holes

Hexagon socket set screw with truncated cone ISO 4026 A4 stainless steel 21H, plain

Hexagon nut, inch ASME B18.2.2, plain GR5 steel, UNF (fine thread)

Hexagon nut, low profile, with clamping piece (non-metal insert) inch Similar to DIN 985, steel GR5, zinc-plated, blue passivated (A2K)

Flat brush LA For glazes

piasta® drilling screw, hexagon head A2 stainless steel with drill tip and moulded thread made of hardened steel

Pan head screw with cross recess, Z DIN 7985, steel 4.8, zinc-plated, blue passivated (A2K)