





HPC end mill with corner radius, Speedcut 4.0 titanium, long, optional, five cutting edges, uneven angle of twist gradient, with internal cooling, HB shank
Mill. cut. SC4.0 Titanium WN-L Z5 IC AERODUR FG HB
ENDMIL-HPC-4.0-TITAN-Z5-FG-HB-D12X2,5
Art.-no. 5443313960
EAN 4065746568838


















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 8137 |
Material to be processed | Titanium, Nickel, Special alloy |
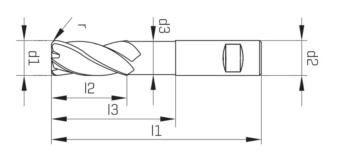
Diameter (d1) | 12 mm |
Shank diameter (d2) | 12 mm |
Clearance diameter (d3) | 11.5 mm |
Standards | CS |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | AERODUR |
Coolant supply | Internal |
Twist angle | 40° Vario |
Corner radius (R) | 2.5 mm |
Length (l1) | 83 mm |
Cutting edge length (l2) | 26 mm |
Clearance length (l3) | 38 mm |
Number of cutting edges (Z) | 5 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Titanium, Titanium alloys, Special alloys |
| For circular roughing | |||||||||||
| For dia. 3-6 | |||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl alloy | < 900 N/mm² | E | 125 | 0,087 | 0,139 | 0,091 | 0,145 | 0,095 | 0,151 | 0,096 | 0,154 |
| 900-1,500 N/mm² | E | 115 | 0,083 | 0,138 | 0,086 | 0,144 | 0,090 | 0,150 | 0,092 | 0,153 | |
| Key |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| Cutting thickness ae (radial) = 0.02xd1 |
| Cutting thickness ap (axial) = 1.8xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| For finishing contour | |||||
| For dia. 20 | |||||
| Material designation | Tensile strength | Cooling | vc | fz | |
| Dia. 20 | |||||
| min. | max. | ||||
| TiAl alloy | < 900 N/mm² | E | 103 | 0,043 | 0,065 |
| 900-1,500 N/mm² | E | 95 | 0,046 | 0,069 | |
| For finishing contour | |||||||||||
| For dia. 8-16 | |||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl alloy | < 900 N/mm² | E | 103 | 0,021 | 0,032 | 0,027 | 0,041 | 0,032 | 0,048 | 0,038 | 0,057 |
| 900-1,500 N/mm² | E | 95 | 0,022 | 0,034 | 0,029 | 0,043 | 0,034 | 0,051 | 0,040 | 0,060 | |
| Cutting values | |||||||||||
| For roughing contour | |||||||||||
| For dia. 3-6 | |||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl alloy | < 900 N/mm² | E | 95 | 0,014 | 0,020 | 0,015 | 0,019 | 0,017 | 0,026 | 0,021 | 0,032 |
| 900-1,500 N/mm² | E | 85 | 0,014 | 0,022 | 0,016 | 0,020 | 0,018 | 0,028 | 0,022 | 0,034 | |
| Key |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| Cutting thickness ae (radial) = 0.70-075xd1 |
| Cutting thickness ap (axial) = 1.8xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| For circular roughing | |||||
| For dia. 20 | |||||
| Material designation | Tensile strength | Cooling | vc | fz | |
| Dia. 20 | |||||
| min. | max. | ||||
| TiAl alloy | < 900 N/mm² | E | 125 | 0,130 | 0,208 |
| 900-1,500 N/mm² | E | 115 | 0,124 | 0,206 | |
| For circular roughing | |||||||||||
| For dia. 8-16 | |||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl alloy | < 900 N/mm² | E | 125 | 0,105 | 0,168 | 0,113 | 0,181 | 0,121 | 0,194 | 0,126 | 0,202 |
| 900-1,500 N/mm² | E | 115 | 0,100 | 0,166 | 0,108 | 0,180 | 0,116 | 0,193 | 0,120 | 0,200 | |
| For finishing contour | |||||||||||
| For dia. 3-6 | |||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl alloy | < 900 N/mm² | E | 103 | 0,011 | 0,016 | 0,012 | 0,018 | 0,014 | 0,021 | 0,017 | 0,025 |
| 900-1,500 N/mm² | E | 95 | 0,012 | 0,017 | 0,013 | 0,019 | 0,015 | 0,022 | 0,018 | 0,027 | |
| Key |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| Cutting thickness ae (radial) = 0.1-0.12xd1 |
| Cutting thickness ap (axial) = 1.25xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| For roughing contour | |||||
| For dia. 20 | |||||
| Material designation | Tensile strength | Cooling | vc | fz | |
| Dia. 20 | |||||
| min. | max. | ||||
| TiAl alloy | < 900 N/mm² | E | 95 | 0,054 | 0,081 |
| 900-1,500 N/mm² | E | 85 | 0,058 | 0,086 | |
| For roughing contour | |||||||||||
| For dia. 8-16 | |||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| TiAl alloy | < 900 N/mm² | E | 95 | 0,026 | 0,039 | 0,034 | 0,051 | 0,040 | 0,060 | 0,047 | 0,071 |
| 900-1,500 N/mm² | E | 85 | 0,028 | 0,042 | 0,036 | 0,054 | 0,042 | 0,064 | 0,050 | 0,076 | |
Last viewed

Hexagon bolt with thread up to the head ISO 4017, steel 12.9, plain

Hot-melt edge adhesive cartridge

Hexagon nut with fine thread DIN 934, steel I8I, plain

Arm guard W-280 Level C

Countersunk head screw with hexagon socket ISO 10642, steel, strength class 10.9, zinc flake, silver (ZFSHL)

Grooved nut with fine thread DIN 1804, steel, plain

Self-closing braided hoses

Tool head, small design For crimping pliers

Replacement foot for aluminium ladders

Safety shoes S1P New Poseidon