





HPT-Schrupp-Schaftfräser, kurz, zentrumschneidend DIN 844K
Fräser HSCo-SPM HPT DIN844K Z3-5 2xD Typ HR TiAlN
SHFTFRS-DIN844B-K-HSSSPM-TN-D18,0MM
Art.-Nr. 5443600907
EAN 4055375879320


















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 2147 |
Zu bearbeitender Werkstoff | Stahl, Edelstahl, Titan |
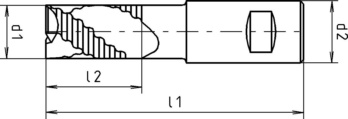
Durchmesser (d1) | 18 mm |
Schaftdurchmesser (d2) | 16 mm |
Normen | DIN 844 |
Baulänge | Kurz |
Schaftform | Zylindrisch DIN 1835-B |
Typ | HR |
Schneidstoff | HSCo-SPM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 45° |
Länge (l1) | 92 mm |
Schneidenlänge (l2) | 32 mm |
Anzahl Schneiden | 5 STK |
Eckenfase | 0,30 mm |
Toleranz Schneidendurchmesser | k12 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 12 - Ø 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 83 | 0,044 | 0,060 | 0,076 |
| 500-850 N/mm² | E | 69 | 0,038 | 0,053 | 0,067 | |
| Automatenstähle | < 850 N/mm² | E | 74 | 0,038 | 0,053 | 0,067 |
| 850-1000 N/mm² | E | 69 | 0,038 | 0,053 | 0,067 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 69 | 0,038 | 0,053 | 0,067 |
| 700-850 N/mm² | E | 64 | 0,038 | 0,053 | 0,067 | |
| 850-1000 N/mm² | E | 51 | 0,038 | 0,053 | 0,067 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 51 | 0,038 | 0,053 | 0,067 |
| 1000-1200 N/mm² | E | 46 | 0,044 | 0,060 | 0,076 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 64 | 0,038 | 0,053 | 0,067 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 60 | 0,038 | 0,053 | 0,067 |
| 1000-1200 N/mm² | E | 51 | 0,044 | 0,060 | 0,076 | |
| Nitrierstähle | < 1000 N/mm² | E | 51 | 0,038 | 0,053 | 0,067 |
| 1000-1200 N/mm² | E | 41 | 0,044 | 0,060 | 0,076 | |
| Werkzeugstähle | < 850 N/mm² | E | 41 | 0,038 | 0,053 | 0,067 |
| 850-1100 N/mm² | E | 37 | 0,044 | 0,060 | 0,076 | |
| 1100-1400 N/mm² | E | 32 | 0,044 | 0,060 | 0,076 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 26 | 0,044 | 0,060 | 0,076 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 28 | 0,044 | 0,060 | 0,076 |
| Federstähle | < 1200 N/mm² | E | 21 | 0,044 | 0,060 | 0,076 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 41 | 0,038 | 0,053 | 0,067 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 32 | 0,038 | 0,053 | 0,067 |
| < 850 N/mm² | E | 23 | 0,038 | 0,053 | 0,067 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 18 | 0,044 | 0,060 | 0,076 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 23 | 0,044 | 0,060 | 0,076 |
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 6 - Ø 11,9 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 83 | 0,020 | 0,028 | 0,037 |
| 500-850 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | |
| Automatenstähle | < 850 N/mm² | E | 74 | 0,017 | 0,024 | 0,033 |
| 850-1000 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 |
| 700-850 N/mm² | E | 64 | 0,017 | 0,024 | 0,033 | |
| 850-1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 46 | 0,020 | 0,028 | 0,037 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 64 | 0,017 | 0,024 | 0,033 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 60 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 51 | 0,020 | 0,028 | 0,037 | |
| Nitrierstähle | < 1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 41 | 0,020 | 0,028 | 0,037 | |
| Werkzeugstähle | < 850 N/mm² | E | 41 | 0,017 | 0,024 | 0,033 |
| 850-1100 N/mm² | E | 37 | 0,020 | 0,028 | 0,037 | |
| 1100-1400 N/mm² | E | 32 | 0,020 | 0,028 | 0,037 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 26 | 0,020 | 0,028 | 0,037 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 28 | 0,020 | 0,028 | 0,037 |
| Federstähle | < 1200 N/mm² | E | 21 | 0,020 | 0,028 | 0,037 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 41 | 0,017 | 0,024 | 0,033 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 32 | 0,017 | 0,024 | 0,033 |
| < 850 N/mm² | E | 23 | 0,017 | 0,024 | 0,033 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 18 | 0,020 | 0,028 | 0,037 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 23 | 0,020 | 0,028 | 0,037 |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 12 - Ø 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 83 | 0,035 | 0,040 | 0,050 |
| 500-850 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 | |
| Automatenstähle | < 850 N/mm² | E | 74 | 0,035 | 0,040 | 0,046 |
| 850-1000 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 |
| 700-850 N/mm² | E | 64 | 0,035 | 0,040 | 0,046 | |
| 850-1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 |
| 1000-1200 N/mm² | E | 46 | 0,035 | 0,040 | 0,050 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 64 | 0,035 | 0,040 | 0,046 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 60 | 0,035 | 0,040 | 0,046 |
| 1000-1200 N/mm² | E | 51 | 0,035 | 0,040 | 0,050 | |
| Nitrierstähle | < 1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 |
| 1000-1200 N/mm² | E | 41 | 0,035 | 0,040 | 0,050 | |
| Werkzeugstähle | < 850 N/mm² | E | 41 | 0,035 | 0,040 | 0,046 |
| 850-1100 N/mm² | E | 37 | 0,035 | 0,040 | 0,050 | |
| 1100-1400 N/mm² | E | 32 | 0,035 | 0,040 | 0,050 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 26 | 0,035 | 0,040 | 0,050 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 28 | 0,035 | 0,040 | 0,050 |
| Federstähle | < 1200 N/mm² | E | 21 | 0,035 | 0,040 | 0,050 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 41 | 0,035 | 0,040 | 0,046 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 32 | 0,035 | 0,040 | 0,046 |
| < 850 N/mm² | E | 23 | 0,035 | 0,040 | 0,046 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 18 | 0,035 | 0,040 | 0,050 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 23 | 0,035 | 0,040 | 0,050 |
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 6 - Ø 11,9 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 83 | 0,010 | 0,014 | 0,023 |
| 500-850 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 | |
| Automatenstähle | < 850 N/mm² | E | 74 | 0,010 | 0,014 | 0,023 |
| 850-1000 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 |
| 700-850 N/mm² | E | 64 | 0,010 | 0,014 | 0,023 | |
| 850-1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 |
| 1000-1200 N/mm² | E | 46 | 0,010 | 0,014 | 0,023 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 64 | 0,010 | 0,014 | 0,023 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 60 | 0,010 | 0,014 | 0,023 |
| 1000-1200 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 | |
| Nitrierstähle | < 1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 |
| 1000-1200 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 | |
| Werkzeugstähle | < 850 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 |
| 850-1100 N/mm² | E | 37 | 0,010 | 0,014 | 0,023 | |
| 1100-1400 N/mm² | E | 32 | 0,010 | 0,014 | 0,023 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 26 | 0,010 | 0,014 | 0,023 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 28 | 0,010 | 0,014 | 0,023 |
| Federstähle | < 1200 N/mm² | E | 21 | 0,010 | 0,014 | 0,023 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 32 | 0,010 | 0,014 | 0,023 |
| < 850 N/mm² | E | 23 | 0,010 | 0,014 | 0,023 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 18 | 0,010 | 0,014 | 0,023 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 23 | 0,010 | 0,014 | 0,023 |
Zuletzt angesehen

Spiralbohrer HSS DIN 338 Typ RW

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Polyamid 6.6, natur

Nutmutter für Spannhülse DIN 981, Stahl, verzinkt blau passiviert (A2K)

Linsensenkschraube mit Kreuzschlitz H DIN 966, Stahl 4.8, verzinkt, blau passiviert (A2K)

Linsensenkschraube mit Kreuzschlitz H DIN 966, Edelstahl A2, blank

Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 10.9, blank

Senkschraube mit Innensechskant ISO 10642, Stahl 012.9, blank

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 10.9, verzinkt Dickschicht passiviert (VZD)

Schleifmopteller Klingspor SMT 628 Supra

Gerade einstellbare Dichtkegel-Einschraubverschraubung ISO 8434-1, Stahl Zink-Nickel, BSPP Außengewinde mit O-Ring