





HPT-Spiralbohrer, extra kurz DIN 1897
Spiralbohrer HSCo-PM DIN 1897 3xD Typ Forte TiAlN
BO-SPRL-MET-DIN1897-TIALN-HPT-D11,5MM
Art.-Nr. 5443810079
EAN 4062856117130













Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 900 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl |
Norm / Bohrtiefe | DIN 1897 / 3xD |
Ausführung | Extra kurz |
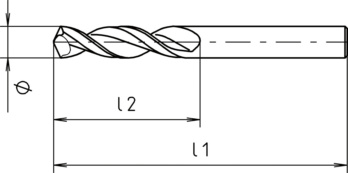
Durchmesser (Ø) | 11,5 mm |
Länge (l1) | 95 mm |
Spannutlänge (l2) | 47 mm |
Schaftdurchmesser | 11,5 mm |
Schaftform | Zylindrisch |
Oberfläche | TiAlN |
Schneidstoff | HSCo-PM |
Typ | Forte |
Spitzenwinkel | 130 Grad |
Geeignet für Zugfestigkeit bis | 1300 N/mm² |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle, Legierte Vergütungsstähle, Nitrierstähle, Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm² |
| Schnittwerte für HSS Bohrer | |||||||
| Für Ø 2,8 - Ø 12 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | vc | f | ||||
| von | bis | Ø 2,8 - 4,9 | Ø 5 - 7,9 | Ø 8 - 11,9 | Ø 12 | ||
| Allgemeine Baustähle | < 500 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| 500-850 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 | |
| Automatenstähle | < 850 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| 850-1000 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 |
| 700-850 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 | |
| 850-1000 N/mm² | 40 | 50 | 0,030 | 0,060 | 0,100 | 0,150 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | 50 | 70 | 0,030 | 0,080 | 0,110 | 0,170 |
| Legierte Einsatzstähle | < 1000 N/mm² | 40 | 60 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 40 | 50 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Nitrierstähle | < 1000 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Allgemeine Baustähle | < 500 N/mm131 | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 500-850 N/mm131 | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Allgemeine Baustähle | < 500 N/mm131 | 25 | 35 | 0,020 | 0,050 | 0,090 | 0,130 |
| 500-850 N/mm131 | 25 | 35 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Automatenstähle | < 850 N/mm131 | 10 | 20 | 0,020 | 0,050 | 0,090 | 0,130 |
| 850-1000 N/mm131 | 10 | 15 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | 18 | 28 | 0,020 | 0,050 | 0,090 | 0,130 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | 15 | 25 | 0,020 | 0,050 | 0,090 | 0,130 |
| < 850 N/mm² | 15 | 25 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | 12 | 20 | 0,020 | 0,050 | 0,090 | 0,130 |
| Sonderlegierungen | < 1200 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,090 | 0,130 |
| Gusseisen | < 180 HB | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| > 180 HB | 50 | 70 | 0,040 | 0,110 | 0,170 | 0,220 | |
| Kugelgraphit, Temperguss | > 180 HB | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| > 260 HB | 50 | 70 | 0,040 | 0,110 | 0,170 | 0,220 | |
| Legende |
| vc = Schnittgeschwindigkeit [m/min] |
| f = Vorschub [mm/U] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
Zuletzt angesehen

Zylinderschraube mit Schlitz DIN 84, Stahl 4.8, blank

Schutzhandschuh Nitril Fitzner Premium 805

Holzschraube, vormontiert EUROFAST® DAMP-H

Lochsäge Ruko Hartmetall Mehrbereichslochsäge

Frontklappe

Dichtungsstopfen Deutsch DT Serie

Spannstift/Spannhülse - Geschlitzt, leichte Ausführung ISO 13337 Federstahl, blank

Blindniet offen mit Sollbruchdorn und Flachkopf ISO 15977, Flachkopf, Alu/Stahl

Aderendhülse mit Kunststoffhülse nach DIN 46228 Teil 4

Heizungsrohrlager Typ 2 mit schmalem Träger