





HPT-Spiralbohrer, extra kurz DIN 1897
Spiralbohrer HSCo-PM DIN 1897 3xD Typ Forte TiAlN
BO-SPRL-MET-DIN1897-TIALN-HPT-D3,0MM
Art.-Nr. 5443810003
EAN 4062856117109













Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 900 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl |
Norm / Bohrtiefe | DIN 1897 / 3xD |
Ausführung | Extra kurz |
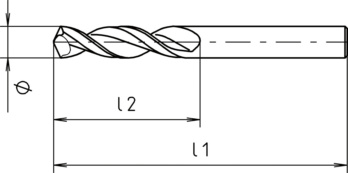
Durchmesser (Ø) | 3 mm |
Länge (l1) | 49 mm |
Spannutlänge (l2) | 18 mm |
Schaftdurchmesser | 3 mm |
Schaftform | Zylindrisch |
Oberfläche | TiAlN |
Schneidstoff | HSCo-PM |
Typ | Forte |
Spitzenwinkel | 130 Grad |
Geeignet für Zugfestigkeit bis | 1300 N/mm² |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle, Legierte Vergütungsstähle, Nitrierstähle, Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm² |
| Schnittwerte für HSS Bohrer | |||||||
| Für Ø 2,8 - Ø 12 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | vc | f | ||||
| von | bis | Ø 2,8 - 4,9 | Ø 5 - 7,9 | Ø 8 - 11,9 | Ø 12 | ||
| Allgemeine Baustähle | < 500 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| 500-850 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 | |
| Automatenstähle | < 850 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| 850-1000 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 |
| 700-850 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 | |
| 850-1000 N/mm² | 40 | 50 | 0,030 | 0,060 | 0,100 | 0,150 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | 50 | 70 | 0,030 | 0,080 | 0,110 | 0,170 |
| Legierte Einsatzstähle | < 1000 N/mm² | 40 | 60 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 40 | 50 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Nitrierstähle | < 1000 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Allgemeine Baustähle | < 500 N/mm131 | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 500-850 N/mm131 | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Allgemeine Baustähle | < 500 N/mm131 | 25 | 35 | 0,020 | 0,050 | 0,090 | 0,130 |
| 500-850 N/mm131 | 25 | 35 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Automatenstähle | < 850 N/mm131 | 10 | 20 | 0,020 | 0,050 | 0,090 | 0,130 |
| 850-1000 N/mm131 | 10 | 15 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | 18 | 28 | 0,020 | 0,050 | 0,090 | 0,130 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | 15 | 25 | 0,020 | 0,050 | 0,090 | 0,130 |
| < 850 N/mm² | 15 | 25 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | 12 | 20 | 0,020 | 0,050 | 0,090 | 0,130 |
| Sonderlegierungen | < 1200 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,090 | 0,130 |
| Gusseisen | < 180 HB | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| > 180 HB | 50 | 70 | 0,040 | 0,110 | 0,170 | 0,220 | |
| Kugelgraphit, Temperguss | > 180 HB | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| > 260 HB | 50 | 70 | 0,040 | 0,110 | 0,170 | 0,220 | |
| Legende |
| vc = Schnittgeschwindigkeit [m/min] |
| f = Vorschub [mm/U] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
Zuletzt angesehen

Gewebeschleifband CERALINE für Elektroschleiffeile

Vierkantschraube mit Bund DIN 478, Stahl 8.8 blank

Sechskantschraube ASME B18.2.1 Stahl L7, feuerverzinkt mit 3.1 Zeugnis

Senkniet DIN 661 Messing
Sechskantschraube ASME B18.2.1 Stahl L7, feuerverzinkt mit 3.1 Zeugnis

Schweißerbekleidung Schweißerjacke Planam Weldshield 5510

Spannscheibe DIN 6796, Federstahl, Zink-Lamelle silber (ZFSH)

Lagerbox W-KLT 2.0

FLEXEN® Steinwolle

Pendelhocker