





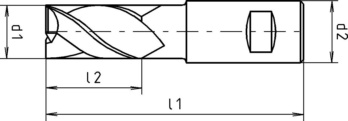
HPT end mill DIN 844B, short, centre-cutting
End mill HSCo-PM HPT DIN844B Z4 2xD type N TiAlN
ENDMIL-DIN844B-HSCO-SPM-TN-D25,0MM


















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 1867 |
Material to be processed | Steel, Cast metal, Stainless steel, Copper, Brass, Aluminium |
Diameter (d1) | 25 mm |
Shank diameter (d2) | 25 mm |
Length (l1) | 121 mm |
Cutting edge length (l2) | 45 mm |
Number of cutting edges (Z) | 4 PCS |
Standards | DIN 844 |
Construction length | Short |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo-SPM |
Surface | TiAlN |
Coolant supply | External |
Twist angle | 30° |
Tolerance of cutting edge diameter | k12 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Copper, Brass, Aluminium |
| Cutting values for finishing contour | ||||||||
| For dia. 3 to dia. 11.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 85 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| 500-850 N/mm² | E | 75 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Carbon steels | < 850 N/mm² | E | 75 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| 850-1000 N/mm² | E | 60 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Non-alloyed heat-treated steels | < 700 N/mm² | E | 75 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| 700-850 N/mm² | E | 75 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 | |
| 850-1000 N/mm² | E | 60 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 60 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| 1000-1200 N/mm² | E | 50 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 75 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| 1000-1200 N/mm² | E | 50 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Nitriding steels | < 1000 N/mm² | E | 60 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| 1000-1200 N/mm² | E | 50 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Tool steels | < 850 N/mm² | E | 75 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| 850-1100 N/mm² | E | 50 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 | |
| 1100-1400 N/mm² | E | 40 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 | |
| High-speed steels | 850-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 35 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| Spring steels | < 1200 N/mm² | E | 35 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 75 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| Stainless steels, austenitic | < 700 N/mm² | E | 75 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| < 850 N/mm² | E | 60 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 50 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| Special alloys | < 1200 N/mm² | E | 35 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| Cast iron | < 180 HB | - | 75 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| > 180 HB | - | 60 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Nodular graphite, malleable iron | > 180 HB | - | 60 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 |
| > 260 HB | E | 50 | 0,003 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 600 | 0,005 | 0,007 | 0,010 | 0,017 | 0,025 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 180 | 0,007 | 0,010 | 0,014 | 0,024 | 0,035 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 600 | 0,005 | 0,007 | 0,010 | 0,017 | 0,025 |
| Copper, low-alloy | < 350 N/mm² | E | 180 | 0,007 | 0,010 | 0,014 | 0,024 | 0,035 |
| Brass, short-chipping | < 600 N/mm² | - | 150 | 0,007 | 0,010 | 0,014 | 0,024 | 0,035 |
| Brass, long-chipping | < 600 N/mm² | - | 150 | 0,007 | 0,010 | 0,014 | 0,024 | 0,035 |
| Bronze, short-chipping | < 600 N/mm² | - | 150 | 0,007 | 0,010 | 0,014 | 0,024 | 0,035 |
| 650-850 N/mm² | - | 130 | 0,007 | 0,010 | 0,014 | 0,024 | 0,035 | |
| Bronze, long-chipping | < 850 N/mm² | E | 130 | 0,007 | 0,010 | 0,014 | 0,024 | 0,035 |
| 850-1200 N/mm² | E | 110 | 0,007 | 0,012 | 0,018 | 0,028 | 0,043 | |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | |||||||
| For dia. 12 to dia. 25 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-25 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,041 | 0,055 | 0,069 | 0,086 |
| 500-850 N/mm² | E | 69 | 0,035 | 0,048 | 0,061 | 0,076 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,035 | 0,048 | 0,061 | 0,076 |
| 850-1000 N/mm² | E | 69 | 0,035 | 0,048 | 0,061 | 0,076 | |
| Non-alloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,035 | 0,048 | 0,061 | 0,076 |
| 700-850 N/mm² | E | 64 | 0,035 | 0,048 | 0,061 | 0,076 | |
| 850-1000 N/mm² | E | 51 | 0,035 | 0,048 | 0,061 | 0,076 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,035 | 0,048 | 0,061 | 0,076 |
| 1000-1200 N/mm² | E | 46 | 0,041 | 0,055 | 0,069 | 0,086 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,035 | 0,048 | 0,061 | 0,076 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,035 | 0,048 | 0,061 | 0,076 |
| 1000-1200 N/mm² | E | 51 | 0,041 | 0,055 | 0,069 | 0,086 | |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,035 | 0,048 | 0,061 | 0,076 |
| 1000-1200 N/mm² | E | 41 | 0,041 | 0,055 | 0,069 | 0,086 | |
| Tool steels | < 850 N/mm² | E | 41 | 0,035 | 0,048 | 0,061 | 0,076 |
| 850-1100 N/mm² | E | 37 | 0,041 | 0,055 | 0,069 | 0,086 | |
| 1100-1400 N/mm² | E | 32 | 0,041 | 0,055 | 0,069 | 0,086 | |
| High-speed steels | 850-1200 N/mm² | E | 26 | 0,041 | 0,055 | 0,069 | 0,086 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 28 | 0,041 | 0,055 | 0,069 | 0,086 |
| Spring steels | < 1200 N/mm² | E | 21 | 0,041 | 0,055 | 0,069 | 0,086 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,035 | 0,048 | 0,061 | 0,076 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,035 | 0,048 | 0,061 | 0,076 |
| < 850 N/mm² | E | 23 | 0,035 | 0,048 | 0,061 | 0,076 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 18 | 0,041 | 0,055 | 0,069 | 0,086 |
| Special alloys | < 1200 N/mm² | E | 14 | 0,041 | 0,055 | 0,069 | 0,086 |
| Cast iron | < 180 HB | - | 64 | 0,035 | 0,048 | 0,061 | 0,076 |
| > 180 HB | - | 55 | 0,035 | 0,048 | 0,061 | 0,076 | |
| Nodular graphite, malleable iron | > 180 HB | - | 41 | 0,035 | 0,048 | 0,061 | 0,076 |
| > 260 HB | E | 32 | 0,035 | 0,048 | 0,061 | 0,076 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 221 | 0,054 | 0,078 | 0,098 | 0,122 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 138 | 0,068 | 0,086 | 0,109 | 0,135 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 147 | 0,054 | 0,078 | 0,098 | 0,122 |
| Copper, low-alloy | < 350 N/mm² | E | 110 | 0,068 | 0,086 | 0,109 | 0,135 |
| Brass, short-chipping | < 600 N/mm² | - | 110 | 0,068 | 0,086 | 0,109 | 0,135 |
| Brass, long-chipping | < 600 N/mm² | - | 92 | 0,068 | 0,086 | 0,109 | 0,135 |
| Bronze, short-chipping | < 600 N/mm² | - | 92 | 0,068 | 0,086 | 0,109 | 0,135 |
| 650-850 N/mm² | - | 74 | 0,068 | 0,086 | 0,109 | 0,135 | |
| Bronze, long-chipping | < 850 N/mm² | E | 64 | 0,068 | 0,086 | 0,109 | 0,135 |
| 850-1200 N/mm² | E | 46 | 0,076 | 0,093 | 0,118 | 0,146 | |
| Cutting values for roughing groove | |||||||
| For dia. 10 to dia. 25 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-25 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,019 | 0,029 | 0,033 | 0,042 |
| 500-850 N/mm² | E | 69 | 0,019 | 0,029 | 0,033 | 0,038 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,019 | 0,029 | 0,033 | 0,038 |
| 850-1000 N/mm² | E | 69 | 0,019 | 0,029 | 0,033 | 0,038 | |
| Non-alloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,019 | 0,029 | 0,033 | 0,038 |
| 700-850 N/mm² | E | 64 | 0,019 | 0,029 | 0,033 | 0,038 | |
| 850-1000 N/mm² | E | 51 | 0,019 | 0,029 | 0,033 | 0,038 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,019 | 0,029 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 46 | 0,019 | 0,029 | 0,033 | 0,042 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,019 | 0,029 | 0,033 | 0,038 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,019 | 0,029 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 51 | 0,019 | 0,029 | 0,033 | 0,042 | |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,019 | 0,029 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 41 | 0,019 | 0,029 | 0,033 | 0,042 | |
| Tool steels | < 850 N/mm² | E | 41 | 0,019 | 0,029 | 0,033 | 0,038 |
| 850-1100 N/mm² | E | 37 | 0,019 | 0,029 | 0,033 | 0,042 | |
| 1100-1400 N/mm² | E | 32 | 0,019 | 0,029 | 0,033 | 0,042 | |
| High-speed steels | 850-1200 N/mm² | E | 26 | 0,019 | 0,029 | 0,033 | 0,042 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 28 | 0,019 | 0,029 | 0,033 | 0,042 |
| Spring steels | < 1200 N/mm² | E | 21 | 0,019 | 0,029 | 0,033 | 0,042 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,019 | 0,029 | 0,033 | 0,038 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,019 | 0,029 | 0,033 | 0,038 |
| < 850 N/mm² | E | 23 | 0,019 | 0,029 | 0,033 | 0,038 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 18 | 0,019 | 0,029 | 0,033 | 0,042 |
| Special alloys | < 1200 N/mm² | E | 14 | 0,019 | 0,029 | 0,033 | 0,042 |
| Cast iron | < 180 HB | - | 64 | 0,019 | 0,029 | 0,033 | 0,038 |
| > 180 HB | - | 55 | 0,019 | 0,029 | 0,033 | 0,038 | |
| Nodular graphite, malleable iron | > 180 HB | - | 41 | 0,019 | 0,029 | 0,033 | 0,038 |
| > 260 HB | E | 32 | 0,019 | 0,029 | 0,033 | 0,038 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 221 | 0,025 | 0,039 | 0,044 | 0,060 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 138 | 0,035 | 0,049 | 0,055 | 0,066 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 147 | 0,025 | 0,039 | 0,044 | 0,060 |
| Copper, low-alloy | < 350 N/mm² | E | 110 | 0,035 | 0,049 | 0,055 | 0,066 |
| Brass, short-chipping | < 600 N/mm² | - | 110 | 0,035 | 0,049 | 0,055 | 0,066 |
| Brass, long-chipping | < 600 N/mm² | - | 92 | 0,035 | 0,049 | 0,055 | 0,066 |
| Bronze, short-chipping | < 600 N/mm² | - | 92 | 0,035 | 0,049 | 0,055 | 0,066 |
| 650-850 N/mm² | - | 74 | 0,035 | 0,049 | 0,055 | 0,066 | |
| Bronze, long-chipping | < 850 N/mm² | E | 64 | 0,035 | 0,049 | 0,055 | 0,066 |
| 850-1200 N/mm² | E | 46 | 0,043 | 0,055 | 0,059 | 0,072 | |
| Cutting values for roughing groove | |||||||
| For dia. 3 to dia. 9.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,003 | 0,006 | 0,008 | 0,012 |
| 500-850 N/mm² | E | 69 | 0,003 | 0,006 | 0,008 | 0,012 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,003 | 0,006 | 0,008 | 0,012 |
| 850-1000 N/mm² | E | 69 | 0,003 | 0,006 | 0,008 | 0,012 | |
| Non-alloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,003 | 0,006 | 0,008 | 0,012 |
| 700-850 N/mm² | E | 64 | 0,003 | 0,006 | 0,008 | 0,012 | |
| 850-1000 N/mm² | E | 51 | 0,003 | 0,006 | 0,008 | 0,012 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,003 | 0,006 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 46 | 0,003 | 0,006 | 0,008 | 0,012 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,003 | 0,006 | 0,008 | 0,012 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,003 | 0,006 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 51 | 0,003 | 0,006 | 0,008 | 0,012 | |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,003 | 0,006 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 41 | 0,003 | 0,006 | 0,008 | 0,012 | |
| Tool steels | < 850 N/mm² | E | 41 | 0,003 | 0,006 | 0,008 | 0,012 |
| 850-1100 N/mm² | E | 37 | 0,003 | 0,006 | 0,008 | 0,012 | |
| 1100-1400 N/mm² | E | 32 | 0,003 | 0,006 | 0,008 | 0,012 | |
| High-speed steels | 850-1200 N/mm² | E | 26 | 0,003 | 0,006 | 0,008 | 0,012 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 28 | 0,003 | 0,006 | 0,008 | 0,012 |
| Spring steels | < 1200 N/mm² | E | 21 | 0,003 | 0,006 | 0,008 | 0,012 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,003 | 0,006 | 0,008 | 0,012 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,003 | 0,006 | 0,008 | 0,012 |
| < 850 N/mm² | E | 23 | 0,003 | 0,006 | 0,008 | 0,012 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 18 | 0,003 | 0,006 | 0,008 | 0,012 |
| Special alloys | < 1200 N/mm² | E | 14 | 0,003 | 0,006 | 0,008 | 0,012 |
| Cast iron | < 180 HB | - | 64 | 0,003 | 0,006 | 0,008 | 0,012 |
| > 180 HB | - | 55 | 0,003 | 0,006 | 0,008 | 0,012 | |
| Nodular graphite, malleable iron | > 180 HB | - | 41 | 0,003 | 0,006 | 0,008 | 0,012 |
| > 260 HB | E | 32 | 0,003 | 0,006 | 0,008 | 0,012 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 221 | 0,005 | 0,007 | 0,010 | 0,017 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 138 | 0,007 | 0,010 | 0,014 | 0,024 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 147 | 0,005 | 0,007 | 0,010 | 0,017 |
| Copper, low-alloy | < 350 N/mm² | E | 110 | 0,007 | 0,010 | 0,014 | 0,024 |
| Brass, short-chipping | < 600 N/mm² | - | 110 | 0,007 | 0,010 | 0,014 | 0,024 |
| Brass, long-chipping | < 600 N/mm² | - | 92 | 0,007 | 0,010 | 0,014 | 0,024 |
| Bronze, short-chipping | < 600 N/mm² | - | 92 | 0,007 | 0,010 | 0,014 | 0,024 |
| 650-850 N/mm² | - | 74 | 0,007 | 0,010 | 0,014 | 0,024 | |
| Bronze, long-chipping | < 850 N/mm² | E | 64 | 0,007 | 0,010 | 0,014 | 0,024 |
| 850-1200 N/mm² | E | 46 | 0,007 | 0,012 | 0,018 | 0,028 | |
| Cutting values for roughing contour | ||||||||
| For dia. 3 to dia. 11.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8.0-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,006 | 0,010 | 0,019 | 0,025 | 0,034 |
| 500-850 N/mm² | E | 69 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 |
| 850-1000 N/mm² | E | 69 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 | |
| Non-alloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 |
| 700-850 N/mm² | E | 64 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 | |
| 850-1000 N/mm² | E | 51 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 |
| 1000-1200 N/mm² | E | 46 | 0,006 | 0,010 | 0,019 | 0,025 | 0,034 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 |
| 1000-1200 N/mm² | E | 51 | 0,006 | 0,010 | 0,019 | 0,025 | 0,034 | |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 |
| 1000-1200 N/mm² | E | 41 | 0,006 | 0,010 | 0,019 | 0,025 | 0,034 | |
| Tool steels | < 850 N/mm² | E | 41 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 |
| 850-1100 N/mm² | E | 37 | 0,006 | 0,010 | 0,019 | 0,025 | 0,034 | |
| 1100-1400 N/mm² | E | 32 | 0,006 | 0,010 | 0,019 | 0,025 | 0,034 | |
| High-speed steels | 850-1200 N/mm² | E | 26 | 0,006 | 0,010 | 0,019 | 0,025 | 0,034 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 28 | 0,006 | 0,010 | 0,019 | 0,025 | 0,034 |
| Spring steels | < 1200 N/mm² | E | 21 | 0,006 | 0,010 | 0,019 | 0,025 | 0,034 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 |
| < 850 N/mm² | E | 23 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 18 | 0,006 | 0,010 | 0,019 | 0,025 | 0,034 |
| Special alloys | < 1200 N/mm² | E | 14 | 0,006 | 0,010 | 0,019 | 0,025 | 0,034 |
| Cast iron | < 180 HB | - | 64 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 |
| > 180 HB | - | 55 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 | |
| Nodular graphite, malleable iron | > 180 HB | - | 41 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 |
| > 260 HB | E | 32 | 0,006 | 0,008 | 0,016 | 0,022 | 0,030 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 221 | 0,008 | 0,011 | 0,022 | 0,036 | 0,045 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 138 | 0,011 | 0,015 | 0,029 | 0,049 | 0,063 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 147 | 0,008 | 0,011 | 0,022 | 0,036 | 0,045 |
| Copper, low-alloy | < 350 N/mm² | E | 110 | 0,011 | 0,015 | 0,029 | 0,049 | 0,063 |
| Brass, short-chipping | < 600 N/mm² | - | 110 | 0,011 | 0,015 | 0,029 | 0,049 | 0,063 |
| Brass, long-chipping | < 600 N/mm² | - | 92 | 0,011 | 0,015 | 0,029 | 0,049 | 0,063 |
| Bronze, short-chipping | < 600 N/mm² | - | 92 | 0,011 | 0,015 | 0,029 | 0,049 | 0,063 |
| 650-850 N/mm² | - | 74 | 0,011 | 0,015 | 0,029 | 0,049 | 0,063 | |
| Bronze, long-chipping | < 850 N/mm² | E | 64 | 0,011 | 0,015 | 0,029 | 0,049 | 0,063 |
| 850-1200 N/mm² | E | 46 | 0,011 | 0,020 | 0,037 | 0,058 | 0,076 | |
| Legend | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Legend | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing contour | ||||||||
| For dia. 12 to dia. 32 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-25 | Dia. 32 | ||||
| General structural steels | < 500 N/mm² | E | 85 | 0,026 | 0,041 | 0,053 | 0,068 | 0,095 |
| 500-850 N/mm² | E | 75 | 0,026 | 0,041 | 0,048 | 0,062 | 0,086 | |
| Carbon steels | < 850 N/mm² | E | 75 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 |
| 850-1000 N/mm² | E | 60 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 | |
| Non-alloyed heat-treated steels | < 700 N/mm² | E | 75 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 |
| 700-850 N/mm² | E | 75 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 | |
| 850-1000 N/mm² | E | 60 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 60 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 |
| 1000-1200 N/mm² | E | 50 | 0,026 | 0,033 | 0,042 | 0,054 | 0,076 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 75 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 |
| 1000-1200 N/mm² | E | 50 | 0,026 | 0,033 | 0,042 | 0,054 | 0,076 | |
| Nitriding steels | < 1000 N/mm² | E | 60 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 |
| 1000-1200 N/mm² | E | 50 | 0,026 | 0,033 | 0,042 | 0,054 | 0,076 | |
| Tool steels | < 850 N/mm² | E | 75 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 |
| 850-1100 N/mm² | E | 50 | 0,026 | 0,033 | 0,042 | 0,054 | 0,076 | |
| 1100-1400 N/mm² | E | 40 | 0,026 | 0,033 | 0,042 | 0,054 | 0,076 | |
| High-speed steels | 850-1200 N/mm² | E | 40 | 0,026 | 0,033 | 0,050 | 0,065 | 0,090 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 35 | 0,026 | 0,033 | 0,042 | 0,054 | 0,076 |
| Spring steels | < 1200 N/mm² | E | 35 | 0,026 | 0,033 | 0,042 | 0,054 | 0,076 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 75 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 |
| Stainless steels, austenitic | < 700 N/mm² | E | 75 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 |
| < 850 N/mm² | E | 60 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 50 | 0,026 | 0,033 | 0,042 | 0,054 | 0,076 |
| Special alloys | < 1200 N/mm² | E | 35 | 0,026 | 0,033 | 0,042 | 0,054 | 0,076 |
| Cast iron | < 180 HB | - | 75 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 |
| > 180 HB | - | 60 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 | |
| Nodular graphite, malleable iron | > 180 HB | - | 60 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 |
| > 260 HB | E | 50 | 0,026 | 0,033 | 0,038 | 0,049 | 0,068 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 600 | 0,035 | 0,044 | 0,060 | 0,077 | 0,108 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 180 | 0,044 | 0,055 | 0,066 | 0,085 | 0,119 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 600 | 0,035 | 0,044 | 0,060 | 0,077 | 0,108 |
| Copper, low-alloy | < 350 N/mm² | E | 180 | 0,044 | 0,055 | 0,066 | 0,085 | 0,119 |
| Brass, short-chipping | < 600 N/mm² | - | 150 | 0,044 | 0,055 | 0,066 | 0,085 | 0,119 |
| Brass, long-chipping | < 600 N/mm² | - | 150 | 0,044 | 0,055 | 0,066 | 0,085 | 0,119 |
| Bronze, short-chipping | < 600 N/mm² | - | 150 | 0,044 | 0,055 | 0,066 | 0,085 | 0,119 |
| 650-850 N/mm² | - | 130 | 0,044 | 0,055 | 0,066 | 0,085 | 0,119 | |
| Bronze, long-chipping | < 850 N/mm² | E | 130 | 0,044 | 0,055 | 0,066 | 0,085 | 0,119 |
| 850-1200 N/mm² | E | 110 | 0,049 | 0,059 | 0,072 | 0,093 | 0,130 | |
Last viewed

Magnetic dish

Hexagon Socket Head Cap Screw

Pro machine tap for wire thread inserts W.TEC® INSERT COIL — made of HSCo, shape B

Threaded rod DIN 976-1 (shape A) with standard metric ISO thread, zinc-plated steel 8.8, blue passivated (A2K)

PRINETO RTL box for individual room control

Slotted flat-head screw DIN 85, steel 4.8, zinc-plated, blue passivated (A2K)

Flat nut with small wrench size, fine thread DIN 80705, steel, 14H, plain

Stretch X shorts

Hexagonal bolt with thread up to the head DIN 933, brass, nickel-plated

Cylindrical pin, hardened ISO 8734 steel plain, type A hardened, tolerance class m6