





HPT end mill, short, centre-cutting DIN 844K
End mill HSCo-SPM DIN 844K Z3-6 2xD type HF TiAlN
ENDMIL-DIN844K-HSCO-SPM-TN-D25,0MM
Art.-no. 5443600869
EAN 4055375879146















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 2117 |
Material to be processed | Steel, Stainless steel |
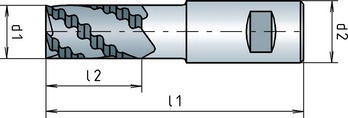
Diameter (d1) | 25 mm |
Shank diameter (d2) | 25 mm |
Standards | DIN 844 |
Construction length | Short |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo-SPM |
Surface | TiAlN |
Coolant supply | External |
Twist angle | 30° |
Length (l1) | 121 mm |
Cutting edge length (l2) | 45 mm |
Number of cutting edges | 5 PCS |
Corner chamfer | 0.30 mm |
Tolerance of cutting edge diameter | k12 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm² |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | |||||||
| For dia. 16 to dia. 32 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,060 | 0,076 | 0,094 | 0,120 |
| 500-850 N/mm² | E | 69 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,053 | 0,067 | 0,083 | 0,106 |
| 850-1000 N/mm² | E | 69 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,053 | 0,067 | 0,083 | 0,106 |
| 700-850 N/mm² | E | 64 | 0,053 | 0,067 | 0,083 | 0,106 | |
| 850-1000 N/mm² | E | 51 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,053 | 0,067 | 0,083 | 0,106 |
| 1000-1200 N/mm² | E | 46 | 0,060 | 0,076 | 0,094 | 0,120 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,053 | 0,067 | 0,083 | 0,106 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,053 | 0,067 | 0,083 | 0,106 |
| 1000-1200 N/mm² | E | 51 | 0,060 | 0,076 | 0,094 | 0,120 | |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,053 | 0,067 | 0,083 | 0,106 |
| 1000-1200 N/mm² | E | 41 | 0,060 | 0,076 | 0,094 | 0,120 | |
| Tool steels | < 850 N/mm² | E | 41 | 0,053 | 0,067 | 0,083 | 0,106 |
| 850-1100 N/mm² | E | 37 | 0,060 | 0,076 | 0,094 | 0,120 | |
| High-speed steels | 850-1200 N/mm² | E | 26 | 0,060 | 0,076 | 0,094 | 0,120 |
| Spring steels | < 1200 N/mm² | E | 21 | 0,060 | 0,076 | 0,094 | 0,120 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,053 | 0,067 | 0,083 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,053 | 0,067 | 0,083 | 0,106 |
| < 850 N/mm² | E | 23 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Stainless steels, sulphurated | < 700 N/mm130 | E | 18 | 0,060 | 0,076 | 0,094 | 0,120 |
| Special alloys | < 1200 N/mm² | E | 14 | 0,060 | 0,076 | 0,094 | 0,120 |
| Cutting values for roughing contour | |||||||
| For dia. 6 to dia. 15.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | Dia. 12-15.9 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,020 | 0,028 | 0,037 | 0,044 |
| 500-850 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,017 | 0,024 | 0,033 | 0,038 |
| 850-1000 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | 0,038 |
| 700-850 N/mm² | E | 64 | 0,017 | 0,024 | 0,033 | 0,038 | |
| 850-1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 46 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,017 | 0,024 | 0,033 | 0,038 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 51 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 41 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Tool steels | < 850 N/mm² | E | 41 | 0,017 | 0,024 | 0,033 | 0,038 |
| 850-1100 N/mm² | E | 37 | 0,020 | 0,028 | 0,037 | 0,044 | |
| High-speed steels | 850-1200 N/mm² | E | 26 | 0,020 | 0,028 | 0,037 | 0,044 |
| Spring steels | < 1200 N/mm² | E | 21 | 0,020 | 0,028 | 0,037 | 0,044 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,017 | 0,024 | 0,033 | 0,038 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,017 | 0,024 | 0,033 | 0,038 |
| < 850 N/mm² | E | 23 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Stainless steels, sulphurated | < 700 N/mm130 | E | 18 | 0,020 | 0,028 | 0,037 | 0,044 |
| Special alloys | < 1200 N/mm² | E | 14 | 0,020 | 0,028 | 0,037 | 0,044 |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Full grooves are not possible for diameters greater than 20 mm, as the power consumed is too high. | ||
| Cutting values for roughing groove | ||||||
| For dia. 12 to dia. 20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,035 | 0,040 | 0,050 |
| 500-850 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,035 | 0,040 | 0,046 |
| 850-1000 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 |
| 700-850 N/mm² | E | 64 | 0,035 | 0,040 | 0,046 | |
| 850-1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,035 | 0,040 | 0,046 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,035 | 0,040 | 0,046 |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 |
| Tool steels | < 850 N/mm² | E | 41 | 0,035 | 0,040 | 0,046 |
| 850-1100 N/mm² | E | 37 | 0,035 | 0,040 | 0,050 | |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,035 | 0,040 | 0,046 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,035 | 0,040 | 0,046 |
| < 850 N/mm² | E | 23 | 0,035 | 0,040 | 0,046 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 18 | 0,035 | 0,040 | 0,050 |
| Special alloys | < 1200 N/mm² | E | 14 | 0,035 | 0,040 | 0,050 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 221 | 0,012 | 0,020 | 0,030 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 138 | 0,017 | 0,029 | 0,042 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 147 | 0,012 | 0,020 | 0,030 |
| Cutting values for roughing groove | ||||||
| For dia. 6 to dia. 11.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,010 | 0,014 | 0,023 |
| 500-850 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,010 | 0,014 | 0,023 |
| 850-1000 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 |
| 700-850 N/mm² | E | 64 | 0,010 | 0,014 | 0,023 | |
| 850-1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,010 | 0,014 | 0,023 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,010 | 0,014 | 0,023 |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 |
| Tool steels | < 850 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 |
| 850-1100 N/mm² | E | 37 | 0,010 | 0,014 | 0,023 | |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,010 | 0,014 | 0,023 |
| < 850 N/mm² | E | 23 | 0,010 | 0,014 | 0,023 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 18 | 0,010 | 0,014 | 0,023 |
| Special alloys | < 1200 N/mm² | E | 14 | 0,010 | 0,014 | 0,023 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 221 | 0,005 | 0,006 | 0,008 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 138 | 0,007 | 0,008 | 0,012 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 147 | 0,005 | 0,006 | 0,008 |
Last viewed

HPC solid carbide drill Speeddrill 4.0-Universal, DIN 6537L, long 5xD, 4 drill heels, with internal cooling

Clamping pin/clamping sleeve, slotted, heavy-duty design ISO 8752 A2 stainless steel

Dry wall screw with coarse thread, belt-linked

Print material FFF PETG Material4Print

Safety sandals, S1 Uvex 2 xenova® 9559

Felt furniture glider with cross recess screw

Slotted countersunk head screw DIN 963, brass, plain

SC long twist drill bit DIN 338

Square plug GPN 260 Q

3KS Plus profile thumbturn cylinder for keyed alike profile cylinders in original equipment